

5. Автоматическая штамповка на горячештамповочных автоматах
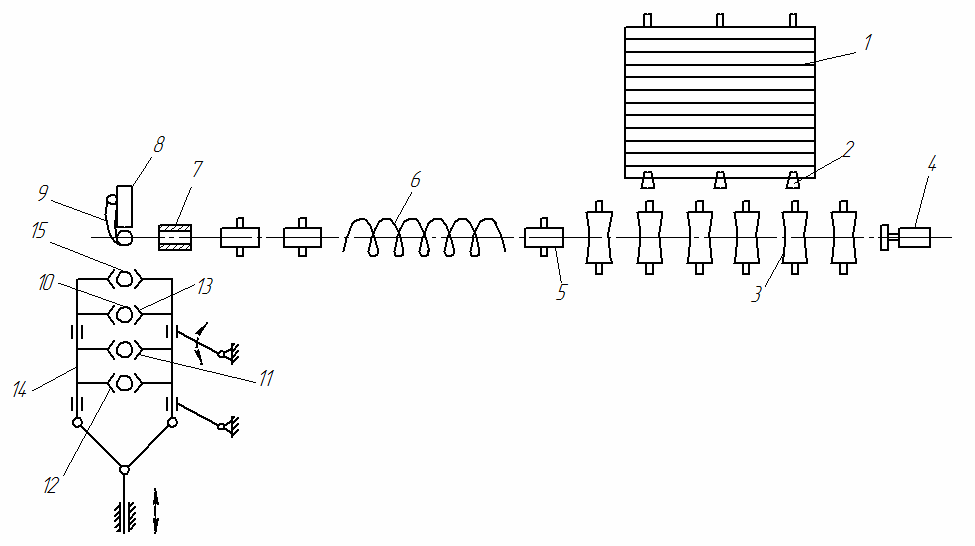
При массовом производстве осесимметричных поковок (колец подшипников, шестерен и т.д) применяют многопозиционные кривошипные прессы-автоматы с горизонтальным или вертикальным расположением рабочих позиций, усилием 1,6 – 20 МН и числом ходов 95-100 ход/мин.
1
– прутковые заготовки
![]() м, 2 – автоматизированный стеллаж, 3 –
рольганг, 4 – шиберная подача, 5 –
роликовая подача, 6 – индуктор, 7 –
матрица механизма отрезки, 8 – пуансон
механизма отрезки, 9 – прижимной палец,
10 – позиции предварительной штамповки,
11 – позиции окончательной штамповки,
12 – позиция прошивки и разделения
поковок, 13 – клещи механизма переноса,
14 – механизм переноса, 15 – позиция
осадки (предварительного профилирования).
м, 2 – автоматизированный стеллаж, 3 –
рольганг, 4 – шиберная подача, 5 –
роликовая подача, 6 – индуктор, 7 –
матрица механизма отрезки, 8 – пуансон
механизма отрезки, 9 – прижимной палец,
10 – позиции предварительной штамповки,
11 – позиции окончательной штамповки,
12 – позиция прошивки и разделения
поковок, 13 – клещи механизма переноса,
14 – механизм переноса, 15 – позиция
осадки (предварительного профилирования).
Применение калиброванного по диаметру прутка и механизма точной отрезки с прижимом прутка позволяет получать точную отрезку и применять закрытую штамповку без облоя или с малым отходом. Штампы оснащены выталкивателями, что позволяет штамповать без уклонов или с минимальными уклонами. Производится гидросбив окалины, подача смазочно-охлаждающей жидкости. Имеется устройство автоматического контроля температуры и устройства предохранения от перегрузок.
6. Механизация и автоматизация ковки
Ковка является наиболее сложным для автоматизации процессом из-за большого разнообразия выполняемых операций, большой массы обрабатываемых заготовок и поковок, из-за необходимости повторных подогревов заготовок в процессе ковки, из-за необходимости контроля температуры, контроля размеров поковки.
Средства механизации.
Для облегчения поворота заготовки в процессе ковки коротких поковок типа тел вращения и штамповых кубиков применяют осадочно-поворотные плиты.
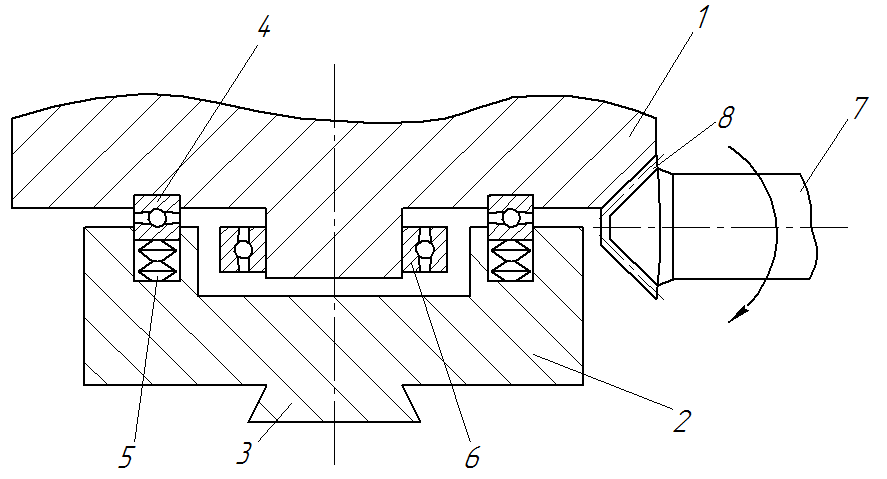
1 – верхняя часть плиты, 2 – нижняя часть плиты, 3 – крепление, 4 – подшипники, 5 – тарельчатая пружина, 6 – подшипники, 7 – вал с конической шестерней, 8 – конический зубчатый венец.
Тарельчатые пружины выбирают в расчете на вес верхней части плиты и поковки. При ковке под действием усилия ковки верхняя и нижняя части плиты смыкаются между собой и усилие ковки на подшипники не передается. После завершения одной из операций ковки с помощью привода от электродвигателя через редуктор, коническая шестерня 7 и зубчатый венец 8 производят поворот верхней части плиты вместе с поковкой.
Винтовое поворотное устройство:
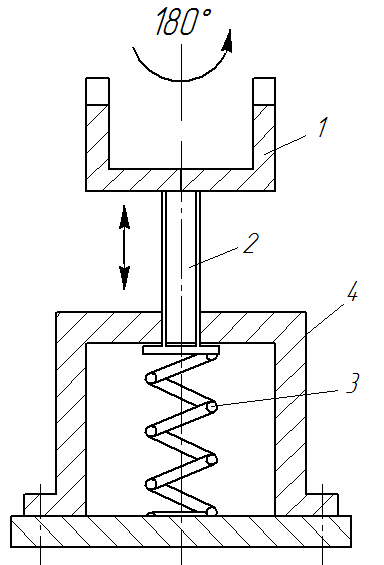
1 – козлы, 2 – винт с тормозящей резьбой, 3 – пружина, 4 - корпус
Поковка укладывается в козлы и под весом ее козлы перемещаются вниз поворачиваясь на 180°. Производится перехват за другой конец ковочным манипулятором и продолжается ковка.
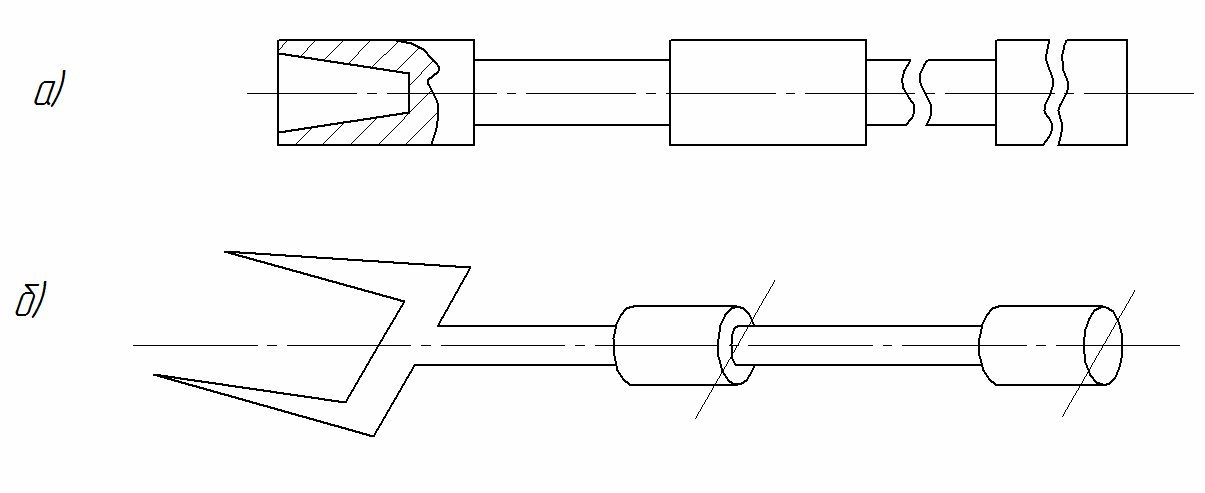
Кузнечные патроны и вилы – применяются для перемещения и поворота поковок вместе с ковочным краном и электрическим кантователем.
Электрический кантователь: - применяется для кантовки поковки при выполнении операции протяжка
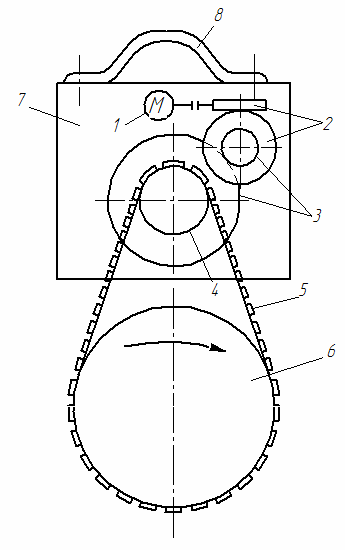
1 – электродвигатель, 2 – червячный редуктор, 3 – зубчатая передача, 4 – звездочка, 5 – цепь, 6 – кузнечный патрон с поковкой, 7 – корпус кантователя, 8 – хвостовик для захвата крюком ковочного штампа.