

1. Подающие и передающие устройства горячей штамповки
По сравнению с ХОШ при ГОШ необходимо решать более сложные задачи, касающиеся обеспечения теплостойкости подающих и передающих устройств, жестких требований по быстродействию, необходимостью подачи смазочно-охлаждающей жидкости и удаления окалины, изменению условий захвата в процессе деформирования.
Для перемещения нагретых заготовок применяются цепные транспортеры, подъемные столы, кантователи, толкающие шиберные подачи, клещевые укладчики; для перемещения из ручья в ручей - клещевые перекладчики, револьверные подачи, грейферные подачи, манипуляторы и роботы.
Некоторые КГШП выпускаются уже оборудованными грейферными подачами, приводящимися в движение от главного привода с устройствами быстрой смены грейферных захватов.
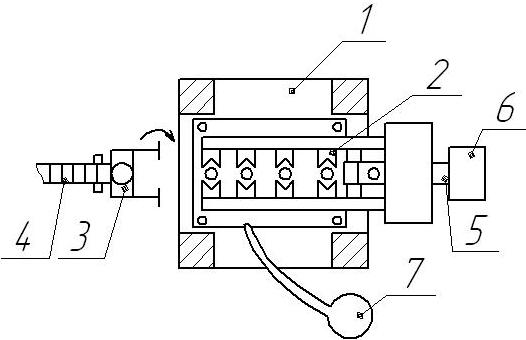
1 – КГШП, 2 – грейферная подача, 3 – клещевой укладчик, 4,5 – транспортеры, 6 – тара для поковок, 7 – устройство подачи смазочно-охлаждающей жидкости
При штамповке на молотах для регулирования энергии удара штампы оснащаются датчиками контроля заполнения гравюры штампа, которые располагают в месте заполнения ме в последнюю очередь - они дают команду на прекращение ударов.
При автоматизации штамповки с облоем для укладки поковок в обрезной штамп применяют клещевые укладчики, при удалении поковок и облоя применяют выносящие лотковые устройства, крючковые сбрасыватели и т.д.
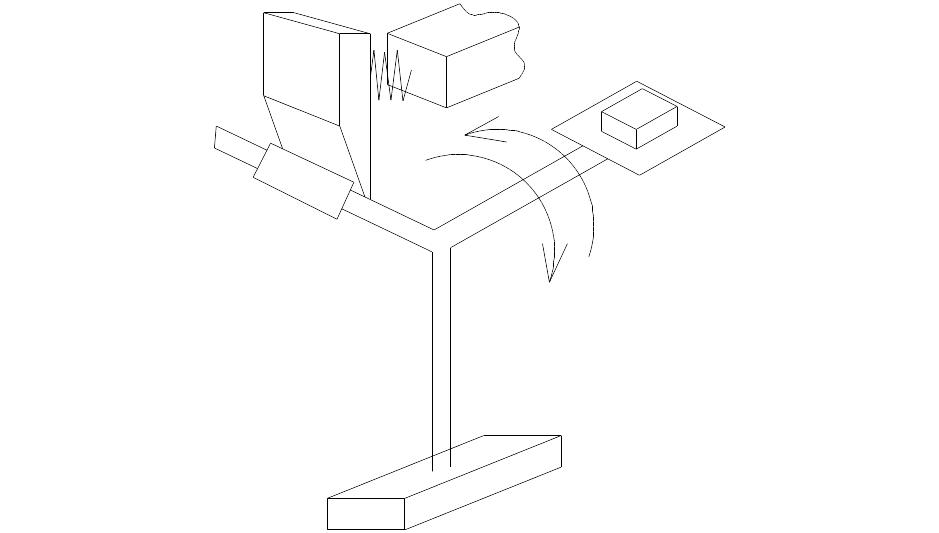
Выносящие устройства применяются, когда после штамповки деталь остается в верхней части штампа, при раскрытии штампа с помощью рычажных, пружинно-клиновых, реечных или других систем в штамп вводится лоток, при подходе ползуна к верхней мертвой точке выталкиватель выталкивает деталь из верхней части штампа. Деталь падает на лоток, а при ходе ползуна вниз лоток выносится из штампа.
Транспортирующие устройства предназначены для перемещения заготовок полуфабрикатов, готовых деталей и отходов между отдельными устройствами и тару. В качестве транспортирующих устройств широко применяются:
- желобы
![]() ,
статы
,
статы
- вибролотки
- транспортеры
- поворотные столы
- подъемные столы
Для привода транспортеров чаще применяются электромагнитные и пневмоприводы – для привода поворотных столов и подъемных столов чаще всего применяется пневмопривод или гидропривод, реже электропривод.
2. Состав автоматического ковочного комплекса.
В состав автоматических ковочных комплексов входят дистанционно управляемый гидравлический ковочный пресс с числовым программным управлением, механизмами крепления бойков и магазином сменных бойков.
Один или два дистанционно управляемых ковочных манипуляторов, дистанционно управляемая подвижная тележка с подъемным поворотным столом, дистанционно управляемая посадочная машина и дистанционно управляемые нагревательные печи.
Система контроля температуры заготовки и поковки.
В состав комплекса также входят управление ЭВМ с пультом управления оператора.
Могут также входить инструментальные манипуляторы с магазином сменного инструмента, могут применяться нагревательные печи с выдвижным подом и ковочные краны дистанционно управляемые.
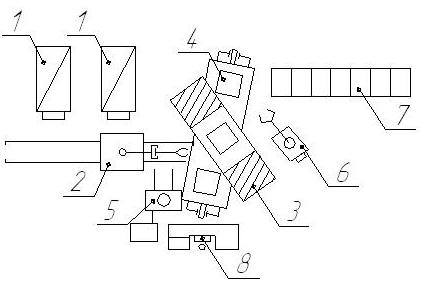
1-дистанционно управляемые нагревательные печи с выдвижным подом, обслуживаемые ковочным краном (не показан)
2-дистанционно управляемый напольный рельсовый ковочный манипулятор
3-гидравлический ковочный пресс с числовым программным управлением
4-магазин сменных бойков
5-тележка с подвижным поворотным столом
6-напольный безрельсовый инструментальный манипулятор с дистанционным управлением
7-стелажи для накладного инструмента
8-пульт управления комплекса
Чаще всего интерактивная схема управления, когда часть управляющих команд подает ЭВМ и часть команд оператор.

Рис - Автоматизированный ковочный комплекс на базе пресса с верхним приводом
Комплекс предназначен для получения поковок методом свободной ковки из углеродистых, легированных сталей и специальных сплавов.
В состав комплекса входят:
1. пресс с верхним приводом;
2. один или два манипулятора грузоподъемностью 25; 50; 100; и 200 МН;
3 - передаточные тележки с поворотным столом;
4 - управляющий вычислительный комплекс на базе ЭВМ.
Система управления организует синхронизацию работы манипуляторов с прессом и между собой во всех режимах с заданием параметров в цифровом виде или с временной корректировкой, а также регистрацию технологических параметров и времени ковки, диагностику работы оборудования. Управление комплексом осуществляется с пульта, расположенного в кабине оператора.
На комплексе изготавливаются следующие виды поковок:
- поковки осесимметричные с вытянутой осью, гладкие и ступенчатые, круглого и прямоугольного сечения в ручном, полуавтоматическом, автоматическом и программном режимах;
- поковки типа дисков, колец, брусков и т. п. В ручном и полуавтоматическом режимах;