

4.4 Технологія відновлення рульового механізму
4.4.1 Характеристика складальної одиниці
На автомобілі ЗАЗ-1105 встановлено рульовий механізм типу рейка-шестерня з протиугінним пристроєм.
Механізм закріплений в моторному відсіку на щиті передка чотирма болтами 13 за проушини алюмінієвого картера 4. В картері встановленні шестерня 1 на двох кулькових підшипниках 3 і рейка 2, яка циліндричним хвостовиком спирається у втулці 14, а зубчастої частиною на шестерню. До шестерні рейка піджата в беззазорному зачепленні пружиною 9, розташованої в порожнині пробки 10 через підп'ятник 8 і напівциліндричні упори 7.
Механізм ущільнюється в картері гофрованим чохлом 12, гладким чохлом 6 і ущільнювачем 19, встановленим в кришці картера. Для стравлювання і засмоктування повітря в верхній точці картера встановлений сапун 15.
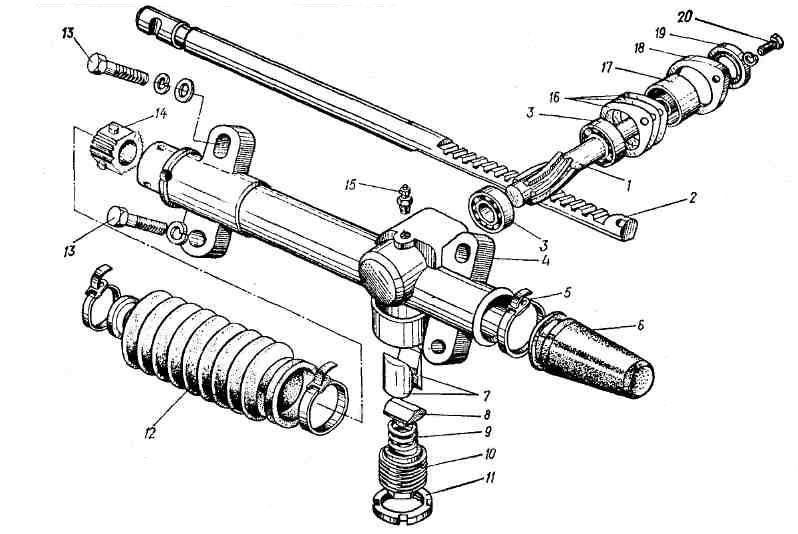
1 - шестерня рульового механізму; 2 - рейка; 3 - підшипник шестерні;
4 - картер; 5 - хомут; 6 - лівий чохол рейки; 7- упор рейки; 8 - підп'ятник пружини; 9 - пружина; 10 - пробка картера; 11 - стопорна гайка;
12- правий чохол рейки; 13 - болт кріплення картера; 14 - втулка рейки; 15 - сапун; 16 - регулювальна прокладка; 17 - розпірна втулка;
18 - кришка; 19 - ущільнювач картера; 20 - болт кріплення кришки;
Рисунок 4.2 – Рульовий механізм ЗАЗ-1105
Таблиця 4.10 – Перелік деталей та складальних одиниць
Найменування |
Основні розміри |
Кількість |
Матеріал |
1 |
2 |
3 |
4 |
1- шестерня рульового механізму; |
Ø=18,2 |
1 |
Сталь 40 ХН |
2 - рейка; |
Ø = 21 мм, L= 438 мм |
1 |
Сталь 40 ХН |
3 - підшипник шестерні; |
внутрішній Ø=15 мм зовнішній Ø=32 мм |
2 |
Сталь ШХ-15 |
4 - картер; |
Ø = 38 мм L= 330,48 мм |
1 |
АЛ-4 |
5 - хомут; |
Ø = 20 - 40 мм |
3 |
Сталь W1D оцинкована |
6 - лівий чохол рейки; |
L=97,20; Ø=29; Ø=38 |
1 |
Технічна гума |
7- упор рейки; |
h = 28 мм; ширина-20мм; ширина24-мм |
2 |
Сталь 45 |
8 - підп'ятник пружини; |
h = 11; L=29 |
1 |
Пластмаса |
9 - пружина; |
h = 22,40; Ø – 3 мм |
1 |
Сталь вуглецева У65 |
Продовження таблиці 4.10
1 |
2 |
3 |
4 |
10 - пробка картера; |
М 21 |
1 |
Сталь 35 |
11 - стопорна гайка; |
зовнішній Ø = 50 мм; внутрішній Ø = 30мм; товщина=6мм |
1 |
Сталь 35 |
12- правий чохол рейки; |
L=115мм; Ø = 38 мм; Ø = 21 мм |
1 |
Технічна гума |
13 - болт кріплення картера |
М 14 |
4 |
Сталь 35 |
14 - втулка рейки; |
L = 28мм; внутрішній Ø = 21мм; зовнішний Ø = 27мм |
1 |
Пластмаса |
15 - сапун; |
М 10 |
1 |
Бронза БрОФ2-0.25 |
16 - регулювальна прокладка; |
0,1; 0,5; 0,15 мм |
2 |
Сталь 08кп |
17 - розпірна втулка; |
зовнішній Ø=31,8 мм; внутрішній Ø=28 мм |
1 |
Сталь 20 |
18 - кришка; |
L = 60 мм; товщина 6мм |
1 |
Бронза БрА7Ж1.5С1.5 |
19 - ущільнювач картера; |
внутрішній Ø=14,1мм; зовнішній Ø=22,15 мм h =5 |
1 |
|
20 - болт кріплення кришки; |
М 10 |
2 |
Сталь 35 |
4.4.2 Технічні умови на ремонт, складання та випробування
Картер рульового механізму не повинен мати сколів тріщин.
Кулькові підшипники повинні легко обертатися та туго сидіти на посадочних місцях.
На робочій поверхні шестерні і рейки не повинно бути слідів зносу, сколів, задирів, іржі. Зазор між втулкою і рейкою не допускається.
Гумові чохли не повинні мати тріщин та розривів.
При завертанні болтів прокручуйте шестерню в обидві сторони
та перевіряйте її осьове переміщення.
Якщо при завертанні болтів зусилля повороту шестерні збільшується, то необхідно добавити регулювальну прокладку між кришкою і картером. При наявності люфта шестерні товщину прокладок зменшити.
Болти кришки затягнути тільки після остаточного регулювання шестерні моментом 12-15 Н∙м
Регулювальну пробку завернути настільки, щоб при прокручуванні шестерні і переміщення рейки з одного крайнього положення в інше не було заїдань.
Момент прокручування шестерні в зібраному і остаточно відрегульованому механізмі повинен бути від 0,392 до 1,176 Н∙м.
4.4.3 Встановлення характеру і величин дефектів
Таблиця 4.11– Технічні умови на контроль, сортування рульового механізму
-
Можливі дефекти
Спосіб установлення дефектів
Розмір мм
Рекомендований спосіб усунення дефектів
По робочому кресленню
Допус-тимо без ре- монту
1
2
3
4
5
Картер
1Тріщини картера
Огляд
-
-
Заварити аргоном
2 Обломи та сколи картера
Огляд
-
-
Бракувати
3 Знос отворів під
посадочні місця
підшипників
Огляд
Нутромір
Ø= 32
Ø= 32
Запресування втулки з подальшою обробкою (якщо це можливо)
Вал-шестерня
4 Знос зубів шестерні
Огляд
-
-
Бракувати, замінити на нову
5 Знос посадочних місць під підшипник
Огляд, мікрометр
Ø= 15
Ø= 15
проточування,
хромування,
шліфування
Продовження таблиці 4.11
-
1
2
3
4
5
Рейка рульового механізму
6 Знос втулки рейки
Огляд
Ø=21
Ø=21
Бракувати замінити на нову
7 Прогин рейки
Огляд, індикатор
L=438
Ø=21
L=438
Ø=21
Правка
8 Обломи, знос зубів рейки
Огляд
---
--
Бракувати замінити на нову
4.4.4 Технологічний процес ремонту рульового механізму
Таблиця 4.12- Технологічний процес ремонту рульового механізму
Номер операції |
Найменування і зміст операції |
Устаткування |
1 |
2 |
3 |
005 |
Мийна Промити і очистити рульовий механізм ззовні |
Установка для мийки деталей М 312 М |
010 |
Розбиральна Розбирання рульового механізму на деталі |
Стендля складання 48-601 ключ торцевий вигнутий 10 мм, 48-216 ключ ріжково-накидний 21мм, 48-324 ключ ріжково-накидний 30 мм |
Продовження таблиці 4.12
1 |
2 |
3 |
015 |
Мийна Промити деталі рульового механізму |
Ванна мийна |
|
Дефектувальна
тріщини, сколи, обломими картера, знос отворів під посадочні місця підшипників, знос зубів шестерні, прогин рейки знос зубів рейки. |
Нутромір НІ-6-10-1, Штангенциркуль ШЦ-1. Індикатор,мікрометр
|
020 |
||
025 |
Складальна Складання рульового механізму |
Стенд для складання, оправка 67.7853.9574, 48-601 ключ торцевий вигнутий 10 мм, 48-216 ключ ріжково-накидний 21мм, 48-324 ключ ріжково-накидний 30 мм |
030 |
Огляд контрольний |
огляд |
4.4.5 Розробка технологічного процесу складання рульового
механізму
Таблиця 4.13 – Операційна карта на складання рульового механізму
№ Операції |
№ Переходу |
Назва операції, зміст роботи |
Фактори, що впливають на продовження складання |
Література, № карти, позиція /22/ |
Оперативний час, хв. |
1 |
2 |
3 |
4 |
5 |
6 |
005 |
|
Встановлення підшипників |
|
|
|
1 |
Запресувати оправкою 67.7853.9574 внутрішній кульковий підшипник в картер |
Ø=32 мм |
/4/карта 48 поз.1 |
0,59 |
|
2 |
Запресувати оправкою 67.7853.9574 зовнішній кульковий підшипник |
Ø=32 мм
|
/4/карта 48 поз,1 |
0,56 |
|
Всього по операції |
|
|
1,15 |
||
010 |
|
Встановлення рейки |
|
|
|
1 |
Вал рейки змасти мастилом |
Ø = 21 мм, L= 438 мм |
/4/карта 36,поз14 |
0,19 |
|
Продовження таблиці 4.13
1 |
2 |
3 |
4 |
5 |
6 |
|
2 |
Встановити рейку в картер |
L= 438 мм |
/4/карта 38,поз16 |
0,032 |
Всього по операції |
|
|
0,222 |
||
015 |
|
Одягання Чохлів |
|
|
|
1 |
Одягти на картер чохли :
|
Ø=38мм, Ø=21мм; Ø=38 мм |
/4/карта 50,поз 2,4
|
0,080
0,028 |
|
2 |
Закріпити чохли хомутами |
Ø = 20 - 40 мм |
/4/карта 58,поз 10 |
0,230*3=0,69 |
|
Всього по операції |
|
|
0,798 |
||
020
|
|
Встановлення вала-шестерні |
|
|
|
1 |
Ввести в картер вал шестерні |
Ø=18,2мм L=138 мм |
/4/карта 38,поз 16 |
0,032 |
|
2 |
Змастити зуби шестерні мастилом |
Ø=18,2 мм |
/4/карта 18, поз 34 |
0,060 |
|
3 |
Змастити підшипник мастилом |
Ø=32 мм |
/4/карта 19, примітка 2 |
1,2 |
|
4 |
Установити розпірну втулку |
Ø=31,8 мм Ø=28 мм |
/4/карта 40, поз 2 |
0,028 |
|
Продовження таблиці 4.13
1 |
2 |
3 |
4 |
5 |
6 |
020 |
5 |
Установити регулювальні прокладки |
0,1- 0,15 мм |
/4/карта 46, поз 1 |
0,057 |
6 |
Установити кришку картера |
L=60мм Ø=12 мм
|
/4/карта 39, поз 16 |
0,020 |
|
7 |
Завернути болти |
М10 |
4/карта 54, поз 1 |
0,057*2=0,114 |
|
Всього по операції |
|
|
1,511 |
||
025 |
|
Регулювальна |
|
|
|
1 |
Регулювання положення шестерні |
Ø=18,2 |
4/карта 90, поз 1 |
0,48 |
|
025 |
2 |
Затягнути болти кришки |
М10 |
4/карта 57, поз 3 |
0,29*2=0,58 |
Всього по операції |
|
|
1,06 |
||
030 |
|
Встановлення регулювальної пробки |
|
|
|
1 |
Закласти мастило в порожнину картера і змастити упори рейки; |
Ø=30 |
/4/карта 19, поз 1 |
0,206 |
|
2 |
Встановити упор рейки |
h = 28 мм; ширина-24мм |
/4/карта 47, поз 1 |
0,064 |
|
Продовження таблиці 4.13
1 |
2 |
3 |
4 |
5 |
6 |
030 |
3 |
Встановити підп′ятник |
h = 11мм; L=29 мм |
/4/карта 56, поз 28 |
0,20 |
4 |
Встановити пружину |
h = 22,40; Ø – 3 мм |
/4/карта 38, поз 1 |
0,020 |
|
5 |
Закрутити регулювальну пробку |
Ø=35,6 мм; L=38,8мм |
/4/карта 59, поз 8 |
0,11 |
|
6 |
Затягнути стопорну гайку |
Ø = 50мм; Ø =30мм |
/4/карта 85, поз 3 |
0,26 |
|
Всього по операції |
--- |
--- |
0,86 |
||
035 |
|
Встановити сапун |
|
|
|
1 |
Завернути сапун |
М10 |
/4/карта 56, поз 28 |
0,11 |
|
Всього по операції |
--- |
--- |
0,11 |
||
4.4.5 Розрахунок технічних норм часу
В слюсарних та слюсарно-складальних роботах чіткого розподілу основної та допоміжної роботи, пов’язаної з переходом, а відповідно, і розподіл нормування цієї роботи не завжди доречний або неможливий взагалі.
Тому в довідниках на вказані роботи приводиться оперативний час (без допоміжного часу на установку, зняття деталі та інше) на операцію в технологічній послідовності.
Норма часу на ремонт автомобілів встановлюються по формулі
![]() (4.4)
(4.4)
де Нвр – норма часу на операцію, нормо - год;
Топ – оперативний час на дану операцію, хв.;
К – сума часу на обслуговування робочого місця (Тобс), підготовчо-заключну роботу (Тпз), на відпочинок і особисті потреби (Твід з врахуванням одної фізичної паузи), від оперативного часу.
Тп.з. = 3,5%;
Тоб = 2,5%;
Твід = 6%
005 Запресування підшипників в картер
![]()
010 Встановлення рейки в картер
![]()
015 Одягання чохлів на картер
![]()
020 Встановлення вала-шестерні в картер
![]()
025 Регулювальна
![]()
030 Встановлення регулювальної пробки
![]()
035 Встановити сапун
![]()
Загальний штучний час складає
∑ Нвр=1,288+0,25 +0,9+ 1,7+1,18 +0,96+ 0,13=6,4 нормо - год
4.14 – Трудомісткість операцій
Операція |
Найменування операції |
Трудомісткість, нормо-год |
1 |
2 |
3 |
005 |
Запресування підшипників в картер |
1,288 |
010 |
Встановлення рейки в картер |
0,25 |
015 |
Одягання чохлів на картер |
0,9 |
020 |
Встановлення вала шестерні в картер |
1,7 |
025 |
Регулювання положення шестерні |
1,18 |
Продовження таблиці 4.14
1 |
2 |
3 |
030 |
Встановлення регулювальної пробки |
0,96 |
035 |
Встановити сапун |
0,13 |
Всього |
---- |
6,4 |