

6 Контроль деталей в агрегатно-сборочном цехе
Требования по выполнению заклепочных, болтовых, болт-заклепочных соединений и установке замков на внешней поверхности агрегатов представлены в таблице 2.
Контроль деталей производится в соответствии с данными требованиями.
Болты, винты со шпицами на головке по несъемным панелям подлежат шпатлеванию. Западание поверхностей головок болтов, болт-заклепок и винтов устранить шпатлеванием. При шпатлевании слой шпатлевки может выступать над поверхностью детали с главным выходом не более, чем на 0,05мм, с учетом требований по выступанию или западанию крепежа
Таблица 2 – Требования выполнения соединений
Наименование требования |
Эскиз |
Нормы по зонам |
|||||||
Зона 0 |
Зона 1 |
Зона 2 |
|||||||
Выступание головок заклепок h, мм: - для обшивок толщиной до 3,0 мм; - для обшивок толщиной свыше 3,0 мм |
|
|
|
|
|||||
|
0,1 |
|
|||||||
|
0,05 |
|
|||||||
Утяжка от заклепок h, мм: - для обшивок толщиной до 3,0 мм; - для обшивок толщиной свыше 3,0 мм |
|
|
|
||||||
0,1 |
0,2 |
||||||||
0,1 |
0,1 |
||||||||
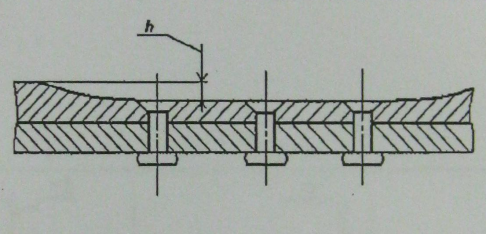
Утяжка обшивки по многорядным заклепочным швам h, мм |
|
|
|
|
|||||
_ |
0,5 |
||||||||
|
|
|
|||||||
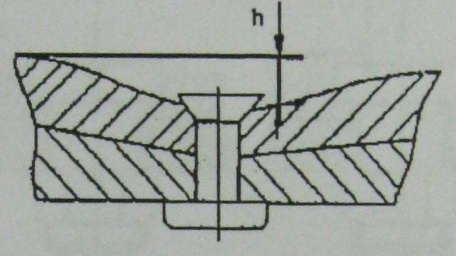
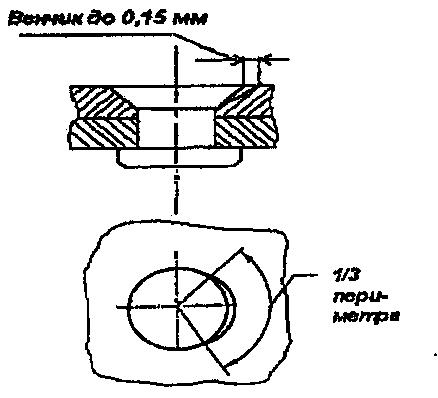
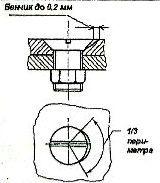
Одностороннее неприлегание закладной головки заклепки (венчик) к поверхности зенкованного гнезда |
|
Максимальная ширина венчика 0,15 мм. Допускается максимальная ширина венчика 0,2 мм для 15% заклепок в шве. Длина венчика не более1/3 периметра головки заклепки. |
|||||||
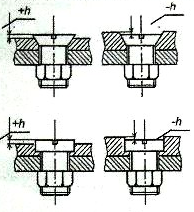
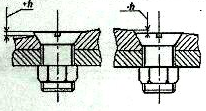
Выступание (+) и западание (-) головок болтов, винтов болт-заклепок h, мм: для обшивок толщиной до 2,0 мм: – для съемных болтов; – для несъемных болтов и болт-заклепок Для обшивок толщиной 2,0 мм и более: – для болтов; – для болт-заклепок. |
|
±0,1 ±0,1
0; -0,2 0; -0,2 |
±0,2 ±0,1
0; -0,4 0; -0,4 |
||||||
Одностороннее выступание и западание головок потайных болтов болт- заклепок, мм: – для обшивок толщиной до 2,0 мм – для обшивок толщиной 2,0 мм и более |
|
±0,1
±0,1 |
±0,1
±0,2 |
||||||
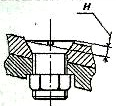
Перекос головок потайных болтов и болт-заклепок, мм: – для обшивок толщиной до 2,0 мм – для обшивок толщиной 2,0 мм более
|
|
До 0,1
До 0,1 |
0,1
0,2 |
||||||
Односторонний венчик под головками потайных болтов и болт-заклепок |
|
Максимальная ширина венчика 0,2 мм для 10 %, установленных в шве. Длина венчика не более1/3 периметра головки болта. |
|||||||
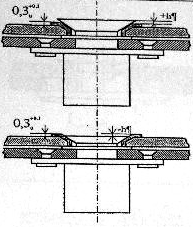
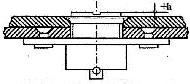
Выступание штыря замка типа 1604S41 (+h) относительно втулки, мм
Западание штыря замка типа 1604S41 (-h) относительно втулки, мм
|
|
+0,1
–0,1 |
+0,2
–0,2 |
||||||
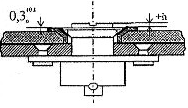
Выступание головки штифта серии 2700 ¼ оборотного быстросъемного замка относительно поверхности обшивки (+h), устанавлваемого в детали из металлических материалов. |
|
+0,4 |
|||||||
Западание головки штифта сери 2700 ¼ оборотного быстросъемного замка относительно поверхности головки корпуса штыря (-h), устанавливаемо в детали из металлических материалов. |
|
–0,2 |
|||||||
Выступание головки штифта серии 2700 ¼ оборотного быстросъемного замка относительно поверхности обшивки (+h), устанавливаемого в детали из композиционных материалов. |
|
+0,4 |
|||||||
Западание головки штифта серии 2700 ¼ оборотного быстросъемного замка относительно поверхности головки корпуса штыря, устанавливаемого в детали из композиционных материалов. |
|
–0,2 |
|||||||



Заключение
При прохождении производственной практики я рассмотрела сущность технологических процессов изготовления качалки, а также сборки задней створки ООШ.
Приобрела знания, в области технологий и организации производственных процессов, контроля качества продукции.
Итак, исследовав изготовление детали и сборочную единицу можно сделать вывод, что на производстве в любом действии нужно строго следовать четко прописанным инструкциям, чертежам, ГОСТам, ОСТам и контролировать операции технологического процесса на каждом его этапе.