

6.7. Пример расчета параметров упрочнения шариковым инструментом
Дано D0=110мм
δ Т для ст.45-36 кг/мм2=333Н/мм2
1) Определяем оптимальное усилие РВ(Н):
![]() ,
,
![]() .
.
2) Определяем пределы наклепанного слоя hН
,
где Rd=55мм,
![]() .
.
3) Усилие, обеспечивающее получение наклепанного слоя глубиной 1,3мм определяется по формуле:
![]() ,
,
где m- поправочный коэффициент, учитывающий кривизну контактирующих поверхностей.
, R = ∞,
Тогда
![]()
Расчет параметров упрочнения шариковым инструментом следует проводить в соответствии с вариантом (табл.6.1).
Таблица 6.1
Варианты заданий
№ варианта |
Значение |
1 |
30 |
2 |
40 |
3 |
50 |
4 |
60 |
5 |
70 |
6 |
80 |
7 |
90 |
8 |
120 |
9 |
130 |
10 |
140 |
6.8. Методика определения твердости
Под твердостью понимают способность металла оказывать сопротивление проникновению в него другого, более твердого тела определенной формы и размеров.
Обозначение твердости и ее размерность для одного и того же металла могут быть различными и зависят примененного метода измерения.
В заводской практике наибольшее распространение получили методы измерения твердости по методу Бринеля, Роквела, по алмазной пирамиде и методу ударного отскока. Реже применяют способ определения твердости по Виккерсу (рис. 6.3). Между показателями твердости и пределом прочности (временным сопротивлением при разрыве) существуют более или менее определенные соотношения. Так, приближенно отношения δВ к НВ составляют:
Для сталей 0,32-0,35
Стального литья 0,3-0,4
Меди …………………………………………………0,34-0,4
Латуни………………………………………………..0,4-0,5
Алюминия……………………………………………0,35-0,4
Дюралюминия………………………………………..0,36-0,37
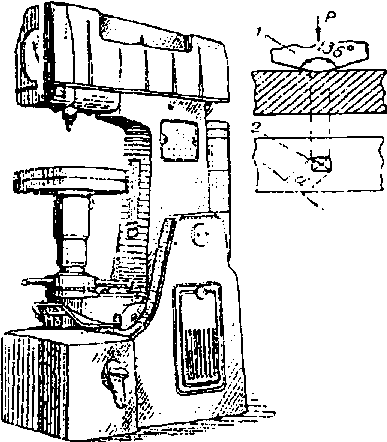
6.3. Способ определения твердости по Виккерсу
По этому способу твердость определяется вдавливании четырехгранной алмазной пирамиды 1 с углом при вершине 136°. Отпечаток 2 имеет форму квадрата. О величине твердости cудят по длине диагонали этого отпечатка (имеются специальные переводные таблице).
Прибор для испытания твердости по этому методу позволяет регулировать величину нагрузки в зависимости от свойства и и толщины испытываемого металла. Этот метод применяется для испытания твердых металлов, деталей весьма малых сечений и тонких наружных слоев – азотированных, цементированных и пр.
Способ Роквелла (рис. 6.4)
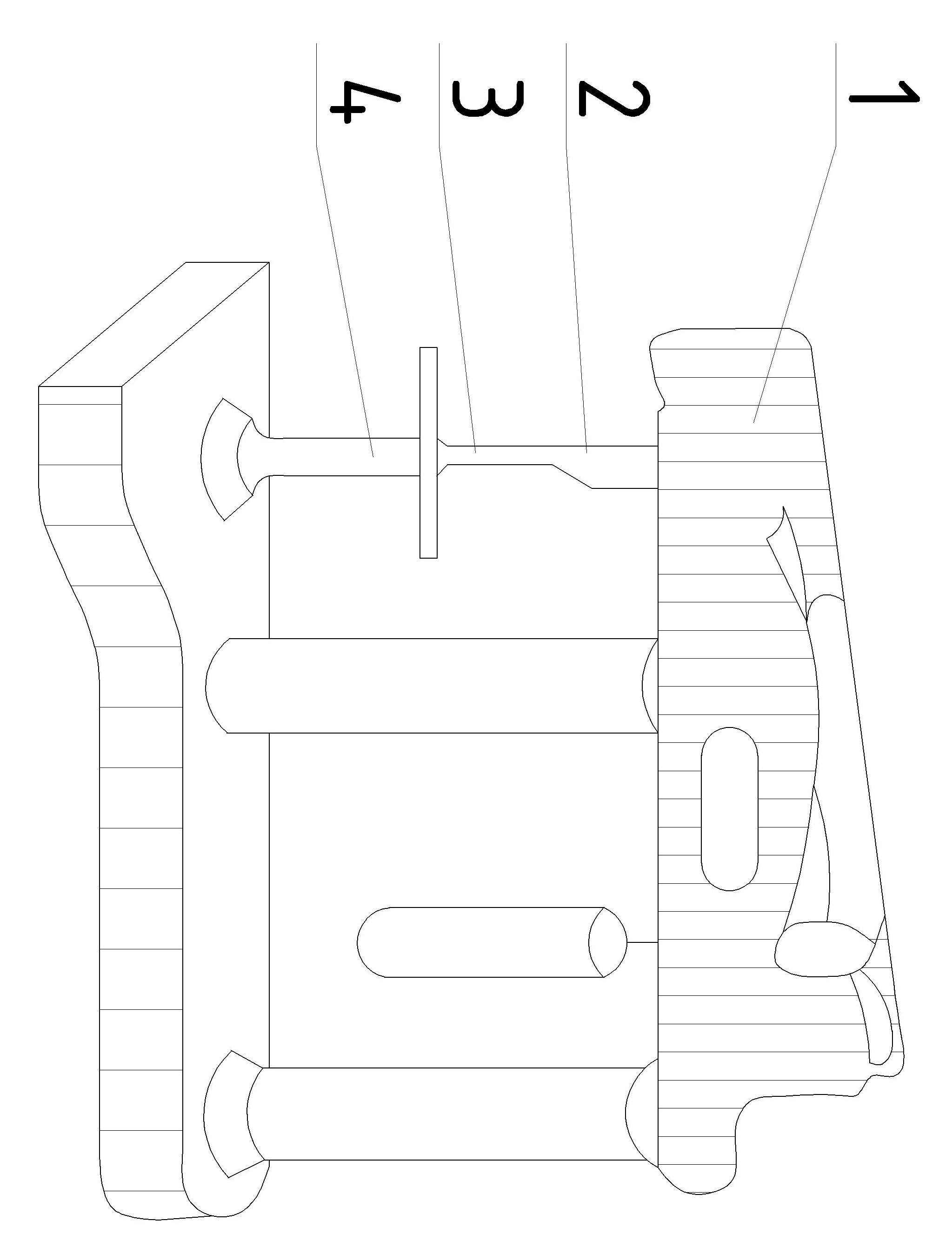
Рис. 6.4. Способ определения твердости по Роквеллу
В этом случае измеряется не поверхность а глубина отпечатка, полученного при вдавливании поверхность испытываемого материала стального закаленного шарика диаметром 1,6 мм ; или алмазного конуса с углом при вершине 120°. Число твердости представляет величину, обратную глубине вдавливания.
Перед испытанием на изделии 3 абразивной шкуркой зачитается площадка, затем изделие останавливается на предметный столик 4. и с помощью маховичка подводится к оправке 2 с шариком или алмазным конусом. Поворотом рукоятки сообщается давление.
Число твердости по Роквеллу отсчитывается по стрелочному индикатору 1 который имеет три шкалы: А - для определения твердости весьма твердых металлов с помощью алмазного конуса (обозначается HRA); В - для определения твердости мягких металлов с помощью шарика (обозначается HRB);С - для определения твердости закаленных сталей и других твердых металлов с помощью алмазного конуса(обозначается HRC)
Способ определения твердости по Шору
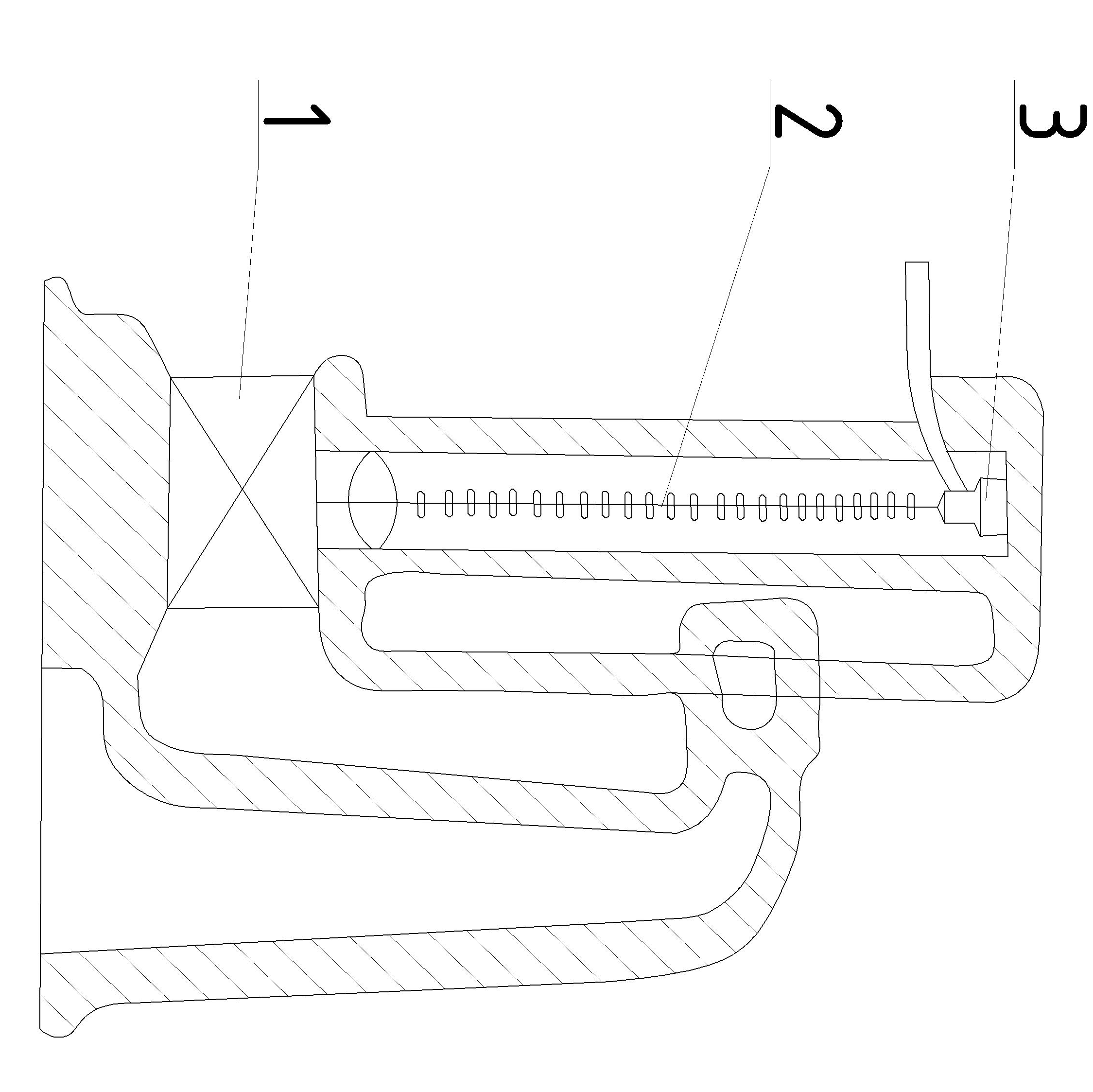
Рис. 6.5. Способ определения твердости по Шору
На поверхность испытываемого изделия 1 с некоторой высоты падает стальной блок 3 с вделанным в него алмазным наконечником. Боек ударяется об изделие и отскакивает от него. О величине твердости судят по высоте отскакивании бойка. Чем выше поднимается боек, тем больше твердость испытываемого материала.
Для отсчета высоты отскакивания боек помещен в стеклянную трубку 2 на наружной поверхности, которой нанесены деления.
Приведенный метод испытания применяется в тех случаях, когда требуется определить твердость закаленного металла без какого-либо следа от замера. Он применяется также для определения твердости закаленных деталей крупных размеров. Перевод значений твердости разными методами представлен в табл. 6.1.
Таблица 6.1.
Перевод значений твердости
Способ определения твердости |
|||||||||||||
по Бринелю |
по Роквелу |
по Викерсу |
по Шору |
по Бринелю |
по Роквелу |
по Викерсу |
по Шору |
||||||
диаметр отпечатка, в мм |
НВ при шарике диаметром 10 мм и нагрузке 3000 кГ
|
шкалы |
диаметр отпечатка, в мм |
НВ при шарике диаметром 10 мм и нагрузке 3000 кГ
|
шкалы |
||||||||
С |
А |
В |
С |
А |
В |
||||||||
2,20 |
782 |
72 |
89 |
- |
1220 |
107 |
4,00 |
228 |
22 |
62 |
98 |
246 |
33 |
2,25 |
744 |
69 |
87 |
- |
1114 |
100 |
4,05 |
223 |
21 |
61 |
97 |
240 |
33 |
2,30 |
713 |
67 |
85 |
- |
1021 |
96 |
4,10 |
217 |
20 |
61 |
97 |
236 |
32 |
2,35 |
683 |
65 |
84 |
- |
820 |
92 |
4,15 |
212 |
- |
60 |
96 |
213 |
31 |
2,40 |
652 |
63 |
83 |
- |
763 |
88 |
4,20 |
207 |
- |
60 |
95 |
209 |
30 |
2,45 |
627 |
61 |
82 |
- |
715 |
85 |
4,25 |
202 |
- |
59 |
94 |
201 |
30 |
2,50 |
600 |
59 |
81 |
- |
675 |
81 |
4,30 |
196 |
- |
58 |
93 |
197 |
29 |
2,55 |
578 |
58 |
80 |
- |
655 |
78 |
4,35 |
192 |
- |
58 |
92 |
190 |
29 |
2,60 |
555 |
56 |
79 |
- |
617 |
75 |
4,40 |
187 |
- |
57 |
91 |
186 |
28 |
2,65 |
532 |
54 |
78 |
- |
580 |
72 |
4,45 |
183 |
- |
56 |
89 |
183 |
28 |
2,70 |
512 |
52 |
77 |
- |
545 |
70 |
4,50 |
179 |
- |
56 |
88 |
177 |
27 |
2,75 |
495 |
51 |
77 |
- |
528 |
68 |
4,55 |
174 |
- |
55 |
87 |
174 |
27 |
2,80 |
477 |
49 |
76 |
- |
493 |
66 |
4,60 |
170 |
- |
- |
86 |
170 |
26 |
2,85 |
460 |
48 |
75 |
- |
185 |
64 |
4,65 |
166 |
- |
- |
85 |
166 |
26 |
2,90 |
444 |
47 |
74 |
- |
471 |
64 |
4,70 |
163 |
- |
- |
84 |
163 |
25 |
2,95 |
429 |
45 |
73 |
- |
446 |
59 |
4,75 |
159 |
- |
- |
83 |
159 |
25 |
3,0 |
415 |
44 |
73 |
- |
435 |
57 |
4,80 |
156 |
- |
- |
82 |
156 |
24 |
3,05 |
402 |
43 |
72 |
- |
423 |
55 |
4,85 |
153 |
- |
- |
81 |
153 |
24 |
3,10 |
387 |
41 |
71 |
- |
401 |
53 |
4,90 |
149 |
- |
- |
80 |
149 |
23 |
3,15 |
375 |
40 |
71 |
- |
393 |
52 |
5,0 |
146 |
- |
- |
79 |
146 |
23 |
3,20 |
364 |
39 |
70 |
- |
380 |
50 |
5,05 |
143 |
- |
- |
78 |
143 |
22 |
3,25 |
351 |
68 |
69 |
- |
373 |
49 |
5,10 |
140 |
- |
- |
77 |
140 |
21 |
3,30 |
340 |
37 |
69 |
- |
362 |
47 |
5,15 |
137 |
- |
- |
75 |
137 |
21 |
3,35 |
332 |
36 |
68 |
- |
353 |
46 |
5,20 |
134 |
- |
- |
74 |
134 |
19 |
3,40 |
321 |
35 |
68 |
- |
340 |
45 |
5,25 |
131 |
- |
- |
73 |
131 |
19 |
3,45 |
311 |
34 |
67 |
- |
334 |
44 |
5,30 |
128 |
- |
- |
72 |
128 |
19 |
3,50 |
302 |
33 |
67 |
- |
325 |
42 |
5,35 |
126 |
- |
- |
71 |
126 |
19 |
3,55 |
293 |
31 |
66 |
- |
311 |
41 |
5,40 |
124 |
- |
- |
77 |
124 |
19 |
3,60 |
286 |
30 |
66 |
- |
301 |
40 |
5,45 |
121 |
- |
- |
68 |
121 |
19 |
3,65 |
277 |
29 |
65 |
- |
393 |
39 |
5,50 |
118 |
- |
- |
67 |
118 |
19 |
3,70 |
269 |
28 |
65 |
- |
285 |
38 |
5,55 |
116 |
- |
- |
65 |
116 |
19 |
3,75 |
262 |
27 |
64 |
- |
278 |
37 |
5,60 |
114 |
- |
- |
64 |
114 |
18 |
3,80 |
255 |
26 |
64 |
- |
271 |
36 |
5,65 |
112 |
- |
- |
63 |
112 |
18 |
3,85 |
248 |
25 |
63 |
- |
264 |
36 |
5,70 |
109 |
- |
- |
61 |
109 |
18 |
3,90 |
241 |
24 |
63 |
- |
257 |
35 |
5,75 |
107 |
- |
- |
60 |
107 |
18 |
3,95 |
235 |
23 |
62 |
- |
250 |
34 |
5,80 |
105 |
- |
- |
58 |
105 |
18 |
После снятия нагрузки на поверхности изделия остается отпечаток от внедрения стального шарика. Чем тверже металл испытываемой детали, тем больше его сопротивление внедрению шарика и тем меньше диаметр отпечатка. Диаметры отпечатков измеряются с помощью пятикратной лупы со шкалой, имеющей деления через каждые 0,05 мм.
Число твердости, обозначаемое НВ, получается делением нагрузки Р(в кГ, или Н ) на величину поверхности отпечатка F мм.
![]() ,кГ/мм2
или Н/мм2
.
,кГ/мм2
или Н/мм2
.
6.9. Содержание отчета
Расчет процесса обкатки деталей.
Общие характеристики методов определения твердости и их оценка: достоинства и недостатки.
Выводы и заключение о целесообразности и преимуществах поверхностно-пластической деформации.
Лабораторная работа № 7
УПРОЧНЕНИЕ ДЕТАЛЕЙ ДРОБЕСТРУЙНЫМ СПОСОБОМ
Цель работы: Изучить оборудование, режимы и методику упрочнения деталей методом дробеструйного наклепа.
7.1. Способы упрочнения деталей методом поверхностного
пластического деформирования
Надежность и ресурс деталей машин в основном определяется качественным состоянием их поверхностного слоя, являющимся носителем конструктивных, технологических и эксплуатационных концентраторов напряжений, величина и характер которых представляют усталостное разрушение конструкции в эксплуатации.
Наиболее существенным, с точки зрения эксшгуатации, свойствами поверхностного слоя деталей являются шероховатость, твердость и уровень остаточных напряжений.
Требуемые параметры качества поверхности и практически все эксплуатационные свойства деталей машин могут быть обеспечены процессами упрочнения их методом поверхностно-пластического деформирования, максимально проявляющими потенциальные возможности материала. В результате в зависимости от функционального назначения и условий эксплуатации деталей повышается их усталостная и контактная прочность, износостойкость сопротивление коррозии, гидроплотности и маслоудерживающей способности.

Рис. 7.1. Классификация способов упрочнения методом ППД
К динамическим относятся процессы, упрочняющие методом ППД. Метод применяют для упрочнения крупногабаритных деталей и узлов, в том числе лонжеронов, лопасти силовых гребных и воздушных винтов, работающих в условиях знакопеременных нагрузок. Процесс выполняется «ударными» способами с применением деформирующих элементов в виде сыпучего рабочего тела (дробь стальная, стеклянная, абразив...) и специализированного упрочняющего оборудования. К комбинированным относятся комплексные процессы упрочнения, объединяющие различные методы упрочняющей технологии, такие как химико-термические, термомеханические, гальванические и др. в сочетании со статическими или динамическими способами упрочнения металлов методами ППД.