

Метод выравнивания производства.
При применении метода выравнивания производства производство отвечает потребностям сегодняшнего дня, а запасы в результате реализации модульного принципа конструирования и изготовления изделий могут быть сокращены до минимума. На рис.3.3 дается анализ двух стадий выравнивания производства:
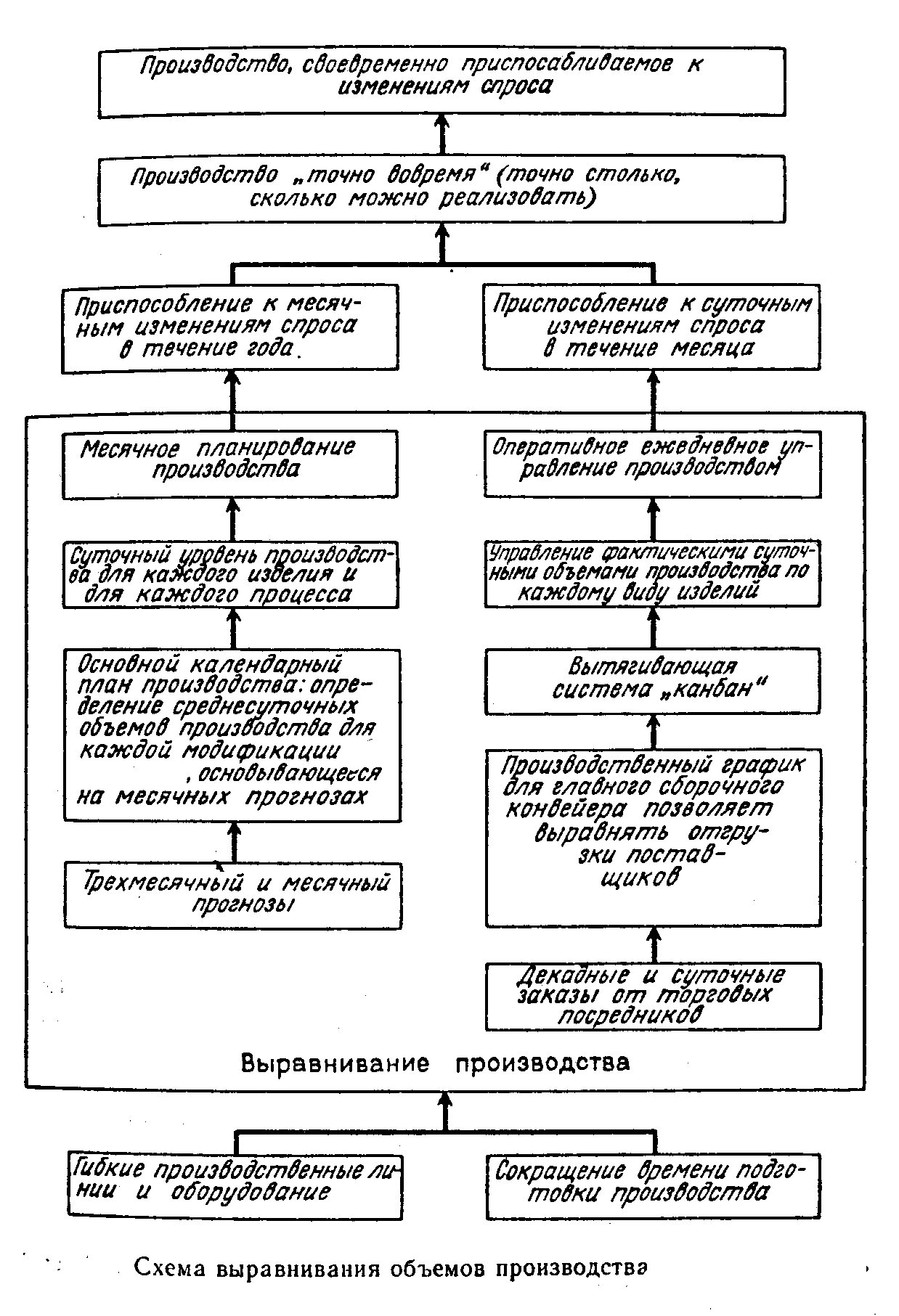
1 стадия – приспособление к изменению месячного спроса на протяжении года достигаемое при помощи месячного планирования производства.
2 стадия – приспосабливание к ежедневным изменениям спроса в течение месяца, где основную роль, реализующую принцип выравнивания производства играет система «Канбан».
Результатом выравнивания производства является производство деталей на смежных линиях с постоянной скоростью и постоянным количеством.
Вариант 1 Выравнивание производства за счет использования рабочей силы.
Загрузка оборудования составляет, как правило, 90 %, причем каждый универсальный работник обслуживает до 10 единиц станков или другого оборудования.
Спрос растет – нанимаются временные работники, время у универсала увеличивается, загрузка оборудования до 100%. Условие - простота обучения.
Возможно изменения длительности рабочих смен.
Падение спроса:
Внеочередные оплачиваемые отпуска
Сокращение внеурочных работ
Перевод на другие линии
Отработка операций по переналадке оборудования
Изготовление комплектующих изделий, которые раньше приобретались у поставщиков
Совещание кружков качества
Основная философия - не обязательно минимизировать количество оборудования, главное минимизировать количество работающих. Практика сверхурочных работ.
Вариант 2 Выравнивание производства за счет гибкого производственного оборудования.
Приобретение многофункциональных станков;
Модернизация разработка оснастки для существующих станков;
Оперативная переналадка оснастки.
Методы сокращения производственного цикла.
принцип конвейера – весь процесс разбивается на участки таким образом, чтобы операционное время на каждом участке было одинаковым, соответственно и время транспортировки между участками должно совпадать. За единицу операционного времени выходит 1 или определенная партия готовой продукции.
Совмещение профессий: 1 рабочий -16 станков: начинает с 1-го станка, (самая длительная операция ) и т.д. как запустит 16станков, возвращается к1станку. Операция закончена. На каждом станке находятся заготовки разной степени готовности.
Сокращение межоперационных перерывов – ожидания продукции с предыдущей стадии.
Недостатки:
Несинхронизированность процессов.
Накопление изделий до размеров партии.
Выход:
Перемещение рабочих. Транспортные операции 1. Рациональное размещение оборудования. 2. Использование средств быстрой транспортировки.
Сокращение времени переналадки.
Концепция 1. Разделение «внутренних» требующих остановки оборудования и «внешних» переналадок. При остановленном оборудовании внешние переналадки не проводятся.
Концепция 2. Включение во «внешнюю» переналадку большего количества внутренних. «В одно касание» - результат деятельности кружков качества.
Концепция 3. Исключение регулировки.
Концепция 4. Исключение переналадки как таковой. Унифицированные детали либо изготовление одновременно различных деталей на одном оборудовании различными работниками, важно расположение оборудования.
Нормирование операций
Цель – сократить количество работающих.
Задачи:
Повышение эффективности производства за счет интенсификации работы;
Синхронизирование выполнение всех производственных операций;
Минимизация объема незавершенного производства (сигнальные лампы, принцип перемещения рабочих).