

Настройка расточной борштанги
Прибор для предварительной настройки расточной борштанги показан на рис.7. Стержень индикатора 1 прибора предварительно настраивают по эталону на длину l вылета резца 3; прибор устанавливают на хвостовик оправки 5 закрепляют винтом 6. Регулировочной гайкой 4 выставляют резец 3 на требуемый размер (по индикатору 1), после чего закрепляют резец винтом 7.Пподналадку в процессе эксплуатации выполняют регулировочной гайкой 4 относительно риски 8 на корпусе. Точность настройка — 0,02 мм при использовании индикатора с ценой деления 0,01 мм; время настройки — 3,5 мин.
Д ля
настройки осевого инструмента используют
прибор, показанный на рис.8. Последовательность
настройки следующая.
ля
настройки осевого инструмента используют
прибор, показанный на рис.8. Последовательность
настройки следующая.
Настройка осевого инструмента
Настроить приспособление по эталону 9; установить настраиваемый инструмент 10 в упорную стойку так, чтобы он упирался режущей частью в упорную втулку 3 и поджимался прижимом 8 к призме 4, настройку инструмента на длину осуществить регулировкой винта 7 с контролем по индикатору 6, установленному на стойке 5. Точность на стройки — 0,03...0,05 мм при использовании индикатора с ценой деление 0,01 мм.
Д ля
сокращения времени настройки используют
многоместные приспособления (рис.9).
ля
сокращения времени настройки используют
многоместные приспособления (рис.9).
Прибор для настройки вылета осевого инструмента
Перед настройкой
инструмента измерительные позиции
приспособления предварительно настраивают
по эталону 10
размером
lt.
На основании
1 устанавливают втулку 2 с внутренним
диаметром,
равным посадочному диаметру
настраиваемых оправок с инструментом;
настраиваемый комплект 4
(оправку с
режущим инструментом) устанавливают
во втулку 2,
затем
поворотом барабана 9
подводят
ранее настроенный упор 6
к вершине инструмента;
вращение
регулировочной гайки 3
режущую
кромку вместе с упором 6
переместить
до совпадения верхних торцов втулки 5
и упора 6 (с
контролем размера lt
по индикатору). Аналогично выполнять
настройку остальных позиций.
Точность настройки - ±0',02
мм при использовании ин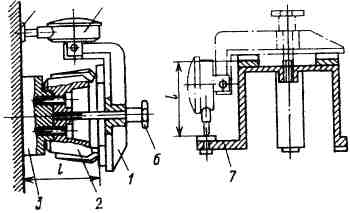 дикатора
с ценой деления 0,01 мм; время настройки
— 0,8 мин.
дикатора
с ценой деления 0,01 мм; время настройки
— 0,8 мин.
Приспособление для настройки торцевой фрезы показано на рис.10
Настройка торцевой фрезы по высоте
П риспособление
предварительно настроить (вне станка)
по эталону 7 на длину l,
при этом измерительный наконечник
индикатора 5 установить на нуль, а
приспособление — на настраиваемую
торцовую фрезу 2, укрепленную в шпинделе
3 станка, и закрепить винтом 6;
осевым
перемещением шпинделя 3
довести
измерительный наконечник индикатора
5 до
базового платика 4
станка (при
этом стрелка индикатора 5
должна
показывать нуль). Точность настройки —
0,015 ...0,02 мм при использовании индикатора
с ценой деления 0,01 мм; место настройки
— на станке; время настройки—2,4 мин.
риспособление
предварительно настроить (вне станка)
по эталону 7 на длину l,
при этом измерительный наконечник
индикатора 5 установить на нуль, а
приспособление — на настраиваемую
торцовую фрезу 2, укрепленную в шпинделе
3 станка, и закрепить винтом 6;
осевым
перемещением шпинделя 3
довести
измерительный наконечник индикатора
5 до
базового платика 4
станка (при
этом стрелка индикатора 5
должна
показывать нуль). Точность настройки —
0,015 ...0,02 мм при использовании индикатора
с ценой деления 0,01 мм; место настройки
— на станке; время настройки—2,4 мин.
Приспособление для настройки комплекта дисковых фрез
Установить оправку 8 с фрезами вертикально с центрированием по цилиндрическому буртику и двум торцовым шпонкам и закрепить винтом 6; установить на направляющей 2 индикаторную головку 3, зафиксировав положение гайкой 4; измерительным наконечником с шаровой измерительной поверхностью проконтролировать биение режущих кромок и расстояние от базового торца. Точность настройки— 0,02 ...0,03 мм при использовании индикатора с ценой деления 0,01 мм.