

4. 2 Разработка технологического процесса
Проанализировав состояние технологического процесса предприятия, был разработан план производственного цеха с иной схемой технологического процесса.
Разработку технологического процесса производства спроектированного оконного блока осуществляли на основе современного состояния столярно- строительной отрасли и с учетом действующих нормативных документов.
Производственный цех оснащен современным оборудованием европейских производителей, при производстве используются передовые технологии и качественные материалы.
В деревообработке интенсивное освоение методов оптимизации началось во второй половине прошедшего столетия. Это было вызвано настоятельной необходимостью экономии сырья при раскрое. Совершенствование использованных методов привело к тому, что в настоящее время многие серийные компьютеризированные станки и автоматические линии работают на основе оптимизационных программ.
Конкуренция обуславливает разработку новых технологий, применение разнообразных материалов, поэтому деревообрабатывающее оборудование и инструмент становятся все более многофункциональными и сложными, оператор часто уже не в состоянии решать все текущие задачи управления и контроля с требуемой быстротой. Альтернативы использованию в деревообрабатывающих станках компьютерных систем не существует. Разнообразие процессов станочного резания, видов режущего инструмента и свойств обрабатываемых материалов неизбежно приведут к тому, что и задача назначения режима обработки будет решаться компьютером.
Принимая во внимание все выше описанное, было принято решение в новом технологическом процессе использовать следующее оборудование:
станок торцовочный станок ЦМЭ-3К;
станок 4-хсторонний плоско-строгальный SUPERSET XL;
многопрофильный деревообрабатывающий центр с программным управлением WINDOR 20 ;
сборочная вайма UNIQUE;
гильотина MORSO F;
круглошлифовальнаяе пневматическая машина KAWASAKI KPT-160DA;
станок для изготовления перенплетов KFmini;
станок для резки и сварки уплотнителя TSS 4;
станок фрезерный ФСШ-1А (К);
станок круглопильный станок DeWALT – DW718;
станок для резки алюминия MACH 400;
станок круглопильный станок для составной отрезки LS1040;
станок сверлильный MODISO V-3-1 ROTO.
4. 3 Технические характеристики принятого оборудования
Торцовочный станок ЦМЭ-3К
Предназначен для поперечного раскроя пиломатериалов на заготовки и вырезки дефектных мест. Применяется во всех видах деревообрабатывающих производств. Станок состоит из собственно круглопильного станка и двух рольгангов: впередистаночного и приводного позадистаночного. Станок имеет шарнирно-маятниковый направляющий механизм пильного шпинделя, обеспечивающий движение пилы под столом станка. Зона движения пилы закрыта ограждением, снижающим уровень шума. На рисунке 4.1 представлен вид оборудования. В таблице 4.2 приведены технические характеристики станка.

Рис. 4.1 - Торцовочный станок ЦМЭ-3К
Таблица 4.2 – Технические характеристики торцовочного станка ЦМЭ-3К
Основные данные |
Параметры |
Размеры обрабатываемого материала, мм: толщина (при диаметре пилы 500мм) ширина |
10-100 50-400 |
длина ( при двух секциях подающего рольганга) |
700-900 |
Диаметр пилы, наибольший, мм |
500 |
Общая установленная мощность, кВт |
3 |
Габаритные размеры, мм |
5140х1800х1850 |
Масса, кг |
780 |
4-хсторонний плоско-строгальный станок SUPERSET XL
На рисунке 4.2 представлен вид оборудования. В таблице 4.3 приведены технические характеристики станка.

Рис. 4.2 - 4-хсторонний плоско-строгальный станок SUPERSET XL
Таблица 4.3 – Технические характеристики 4-хстороннего плоско-строгального станока SUPERSET XL
Основные данные |
Параметры |
Мин. ширина обработки (конечное сечение). мм |
25 |
Макс. ширина обработки (конечное сечение, мм |
230 |
Мин. высота (конечное сечение), мм |
6 |
Макс. высота обработки (конечное сечение) 120, мм |
120 |
Мин. длина отдельной заготовки, мм |
620 |
Скорость подачи, м/мин |
5-25 |
Мощность двигателя подачи, кВт |
2,2 |
Мощность двигателя фуговального узла, кВт |
4 |
Частота вращения шпинделей, об/мин |
6000 |
Диаметр шпинделей, мм |
40 |
Длина стола на входе, мм |
2000 |
Быстрая регулировка стола и направляющей на входе, мм |
|
Многопрофильный деревообрабатывающий центр с программным управлением WINDOR 20.
В процессе работы оператор находится в наиболее эргономичной позиции, т. е. в центре системы с отличной видимостью всего процесса обработки. Приспособление для фиксации заготовок «открыто» по направлению к оператору и позволяет легко осуществлять загрузку заготовок на шипорезную каретку и последующую их подачу на профилирование. Расположение оператора позволяет максимально использовать полезную площадь в цехе, устанавливая станок близко к стенам и углам помещения.
Шипорезная каретка установлена на призматических направляющих, жестко закрепленных к станине, по которым скользит при выполнении цикла операции нарезки шипов; перемещение осуществляется с помощью пары «шестерня-рейка», гарантирующей точность и минимальное обслуживание по времени. На рабочей поверхности шипорезной каретки закреплен упор для определения длины обрабатываемой заготовки. Для компоновки М упор имеет двойное перемещение, тогда как для компоновки L перемещение во всем диапазоне осуществляется с компьютера без какого-либо вмешательства со стороны оператора. Система крепления заготовки с помощью пневматического зажима позволяет фиксировать одну или две заготовки без дополнительных регулировок. Перемещение каретки вперед-назад полностью автоматическое для каждого цикла обработки и для каждой программы. Скорость подачи управляется с помощью инвертора.
Шипорезная каретка имеет укороченный ход возврата после выполнения второй части шипа, для того чтобы оператор легко мог подать заготовки с нарезанными шипами на профилирование.
Система подачи заготовок на профильной части станка выполнена в виде обрезиненных роликов небольшого диаметра для возможности подачи заготовок минимальной длины. Подающие вальцы облицованы вулканизированной резиной, для того чтобы исключить контакт металла с заготовкой и одновременно не оставлять на ней следов от роликов. На рисунке 4.3 представлен вид оборудования. В таблице 4.4 приведены технические характеристики станка.

Рис. 4.3 - Многопрофильный деревообрабатывающий центр с программным управлением WINDOR 20
Таблица 4.4 – Технические характеристики деревообрабатывающего центра WINDOR 20
Основные данные |
Параметры |
минимальная длина заготовки (внутренняя часть шипа), мм |
|
|
2800 |
|
40 |
|
200 |
минимальная высота заготовки, мм |
30 |
максимальная высота заготовки, мм |
140 |
|
± 60 |
скорость подачи шипорезной каретки (медленно/быстро), м/мин |
4 - 25 |
скорость подачи на профильной части станка, м/мин |
3 - 15 |
Сборочная вайма UNIQUE
Сборочная вайма
UNIQUE предназначена для высокоточной
сборки оконных, дверных блоков, мебельных
фасадов, в том числе не прямолинейной
конструкции.
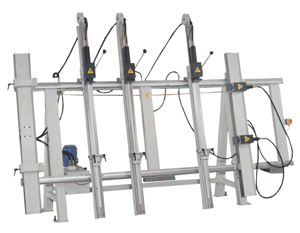 Рис.
4.4 – Сборочная
вайма UNIQUE
Рис.
4.4 – Сборочная
вайма UNIQUE
Таблица 4.5 – Технические характеристики сборочной ваймы UNIQUE
Основные данные |
Параметры |
Размеры рабочего стола, мм |
3650х1820 |
|
10 |
|
1080 |
|
6 |
Ход цилиндра, мм |
75 |
Круглопильный станок DeWALT – DW718
Кулачковый зажим для быстрого и точного изменения угла резания 0°-60° влево и 0°-50° вправо. Инновационный ограничитель глубины резания для изготовления пазов. Система 2-х направляющих обеспечивает максимальную устойчивость при резании больших заготовок под различными углами. Горизонтально расположенные направляющие в бронзовых втулках обеспечивают высокую точность при резании заготовок шириной до 345 мм. Электронная регулировка скорости позволяет резать отличные от дерева материалы V-версия поставляется с установленным в заводских условиях лазерным прицелом для удобства работы (DW718V). На рисунке 4.4 представлен вид оборудования. В таблице 4.5 приведены технические характеристики станка

Рис. 4.5 - Круглопильный станок DeWALT – DW718
Таблица 4.6 – Технические характеристики круглопильного станока DeWALT – DW718
Основные данные |
Параметры |
Максимальное сечение заготовки, мм |
108х108 х 40 |
|
1600 |
|
960 |
|
1900-3400 |
Диаметр диска , мм |
305 |
Диаметр посадочного отверстия, мм |
30 |
Угол наклона ° |
48/48 |
Угол поворота (вправо/влево) |
50/60 ° |
Макс. сечение заготовки 45°/45°, мм |
242x52 |
Макс. глубина реза, мм |
163 |
Вес, кг |
24.8 |
Гильотина MORSO F
Стационарная напольная гильотина гарантирует идеальный по качеству разрез багета пол углом 45° и возможность вырезать заготовки для многоугольных рам. Гильотина приводится в действие с помощью педали. Станок оснащен подвижными регулируемыми опорами под четверть багета, которые поддерживают профиль в процессе резки.
Поступательные движения блока ножей "вперед - назад" осуществляются с помощью ручного рычага и позволяют разрезать багет за несколько раз. Для безопасной работы станок оборудован защитными щитками из плексигласа. Это, бесспорно, лучшая и наиболее распространенная в мире гильотина для резки багета (модель не снимается с производства уже более 20 лет). На рисунке 4.6 представлен вид оборудования. В таблице 4.7 приведены технические характеристики станка.

Рис 4.6 - Гильотина MORSO F
Таблица 4.7 – Технические характеристики гильотины MORSO F
Основные данные |
Параметры |
Двойной рез |
45° |
|
90° |
|
100 |
Максимальная высота реза , мм |
160 |
Измерительная линейка, мм |
1,500 |
Вес, кг. |
90 |
Круглошлифовальная пневматическая машина KAWASAKI KPT-160DA
На рисунке 4.7 представлен вид оборудования. В таблице 4.8 приведены технические характеристики машины.

Рис 4.7 – Круглошлифовальная машина KAWASAKI KPT-160DA
Таблица 4.8 – Технические характеристики гильотины MORSO F
Основные данные |
Параметры |
Диаметр рабочего круга, мм |
125 |
|
10 |
|
10000 |
Дина, мм |
240 |
Вес, кг |
1,5 |
Верхний патрубок |
1/4 |
Станок для резки и сварки уплотнителя TSS 4
На рисунке 4.8 представлен вид оборудования. В таблице 4.9 приведены технические характеристики машины.

Рис 4.8 – Станок для резки и сварки уплотнителя TSS 4
Таблица 4.9 – Технические характеристики станка TSS 4
Основные данные |
Параметры |
Продолжительность включения |
100 |
|
220 |
Станок фрезерный ФСШ-1А (К)
Предназначен для выполнения разнообразных фрезерных работ по дереву по направляющим линейкам с ручной подачей ( изготовление вагонки, половой доски, плинтуса, наличника, филенки и других погонажных изделий), зарезки простых шипов с помощью шипорезной каретки и криволинейного фрезерования по шаблону с ручной подачей.
На столе крепятся верхняя опора шпинделя, ограждение фрезы с регулируемыми направляющими линейками и патрубком для стружкоотсоса. Шипорезная каретка имеет поворотную линейку с эксцентриковым прижимом. Дополнительно станок может комплектоваться автоматическим подающим устройством (автоподатчиком), который легко монтируется на стол станка. В таблице 4.10 приведены технические характеристики машины.
Таблица 4.10 – Технические характеристики станка фрезерного ФСШ-1А (К)
Основные данные |
Параметры |
Наибольшая толщина обрабатываемой заготовки, мм |
100 |
|
1000х800 |
|
1000х295 |
Наиб. вертикальное перемещение шпинделя, мм |
100 |
Ход шипорезной каретки, мм |
950 |
Наиб. ширина заготовки устанавливаемой на шипорезной каретке при глубине шипа 100мм |
350 |
Диаметр шпиндельной оправки, мм |
32 |
Наибольший диаметр режущего инструмента, мм |
250 |
Частота вращения шпинделя, об/мин |
3000;4500;6000;9000 |
Суммарная мощность, кВт |
4/4,75 |
Масса, кг |
880 |
Габариты, мм |
1200х1265х1360 |
Станок для изготовления крестовых соединений KSF-6E
Этот высокотехнологичный фрезер для изготовления крестовых соединений оснащён шестью фрезерными шпинделями для:
- закрепления скрытого соединения торцов поперечин (два вращающихся в противоположных направлениях шпинделя управляются сервоприводом)
- отрезания поперечин (пропил, различные углы)
- отрезания штапиков (пропил, различные углы)
- отрезания профилей поперечин оконных/дверных рам
- изготовления крепёжных отверстий (штапики – поперечины рам)Сервопривод осуществляет автоматическое позиционирование обрабатываемых заготовок. струйной печати. Станок может обрабатывать заготовки из дерева, алюминия и пластика. На рисунке 4.9 представлен вид оборудования.

Рис 4.9 – Станок для изготовления крестовых соединений KSF-6E
Станок для резки алюминия MACH 400
Ручное выставление размеров за счет перемещения правой головы. В комплекте горизонтальные пневмоприжимы. Для резки алюминиевого профиля предусмотрена подача Сож. Пильный диск закрыт защитным кожухом. Стружка может выходить через патрубки в промышленный пылесос. Предусмотрен пистолет для сдува стружки. Максимальная длина реза - 4 м под углом 90° (в опции до 6 м). Пильный диск диаметром - 400 мм. На рисунке 4.10 представлен вид оборудования. В таблице 4.11 приведены технические характеристики станка.

Рис 4.10 – Станок для резки алюминия MACH 400
Таблица 4.11 – Технические характеристики станка для резки алюминия MACH 400
Основные данные |
Параметры |
максимальные размеры профиля для KD 352 при резах под углом 90° |
150x115, 180x100 |
Мощность, кВт |
2 х 2,2 |
|
2800 |
габариты , мм |
4842х1183х1500 |
давление воздуха, атм. |
6 |
Вес, кг |
700 |
Станок круглопильный станок для составной отрезки LS1040
Жесткая конструкция для аккуратной распиловки твердых материалов. Косой рез влево (0-45°). Поворотная линейка обеспечивает удобную поддержку прутка. На рисунке 4.11 представлен вид оборудования. В таблице 4.12 приведены технические характеристики станка.

Рис 4.11 - Станок круглопильный станок для составной отрезки LS1040
Таблица 4.11 – Технические характеристики станка для составной отрезки LS1040
Основные данные |
Параметры |
Потребляемая мощность , Вт |
1650 |
Глубина распила при 90° максимальная, мм |
90,5х95 |
при 45° максимальная, мм |
90,5х67 |
Диаметр диска, мм |
255 |
Габаритные размеры, мм |
530х746х532 |
Вес, кг |
700 |
Сетевой шнур, м |
2,5 |
Масса, кг |
11 |