

1.2.3. Прочность соединений, которые обеспечивает перемешивающая сварка трением
Сравнительные исследования свойств соединений перемешивающей сваркой трением высокопрочных алюминиевых термически не упрочняемых и термически упрочняемых сплавов, например, сплавов 5083 (группы Al—Mg) и 6082 (группы Al—Si—Mg), показали, что по пределу прочности соединение сплава 5083 близко к основному материалу (коэффициент прочности σв соединения / σ0,2 осн ≥ 0,9). Для соединения сплава 6082 коэффициент прочности снижается до 0,65 [13] вследствие разупрочнения зоны термического воздействия, по которой при испытании идет разрушение. У сварных образцов сплава 5083 разрушение происходит в зоне ядра шва. Установлено [12,21], что σв соединения увеличивается при увеличении скорости сварки и частоты вращения инструмента до определенного значения. При дальнейшем увеличении этих параметров σв соединения сплава 5083 снижается (табл. 1), как и сплава 6082, если продолжать увеличивать скорость сварки.
Таблица 1.
Параметр |
Сплав 5083 |
Сплав 6082 |
|||||||
Толщина пластин, мм |
15 |
10 |
10 |
6 |
6 |
10 |
10 |
5 |
5 |
Скорость сварки, см/мин |
4,6 |
6,6 |
9,2 |
3,2 |
13,2 |
26,64 |
37,4 |
53 |
75 |
σв, МПа |
318 |
344 |
331 |
312 |
303 |
226 |
236 |
254 |
254 |
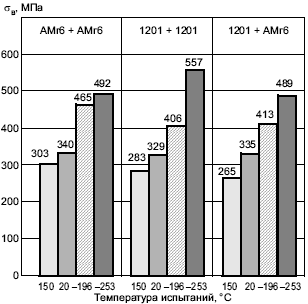
Рис. 24. Механические свойства соединений, полученных фрикционной сваркой (приведены минимальные значения, испытывали 5 образцов толщиной 4,0 мм)
Уровень усталостной прочности соединений после сварки трением с перемешиванием термически не упрочняемого сплава 5083 также выше при меньшей дисперсии значений, чем термически упрочняемого сплава 6082 [21,22]. Большое количество данных по усталостным характеристикам соединений перемешивающей сваркой трением, в обобщенном виде введено в Европейские рекомендации по проектированию конструкций из алюминиевых сплавов, работающих в условиях усталости (ECCS 68.1992), а также в британский стандарт BS 8118, ч. 1 "Использование алюминия в конструкциях".
Опубликованные результаты исследований процесса перемешивающей сварки трением и свойств соединений алюминиевых сплавов разных групп легирования подтверждают необходимость разработки для каждого из сплавов параметров режима сварки, соответствующих его термомеханическим характеристикам. С этим, по-видимому, связано появление большого количества публикаций о технологии и свойствах соединений перемешивающей сваркой трением алюминиевых сплавов разных марок: 2024 [23, 24], 2095 [25], 2195 [26], 2524 [27], 7010 [28], 7050 [29], 7075 [23, 30—32], а также АМг6 с 1201 [33, 34] и Д19 с 1420 [35] и других сплавов.
Результаты испытания соединений сплавов 2014, 7075 и 1201, АМг6 на общую коррозию, межкристаллитную коррозию и коррозию под напряжением в агрессивной среде, в том числе в контакте с компонентами топлива, показывают значительное преимущество сварки трением с перемешиванием перед сваркой плавлением. Также сообщается о высоких показателях механических свойств соединений алюминиевых сплавов 5083, 1201 и АМг6 при криогенной и повышенной температурах, что обеспечило возможность использования соединений сваркой трением с перемешиванием в конструкции топливных емкостей и баков изделий авиационной и космической промышленности.
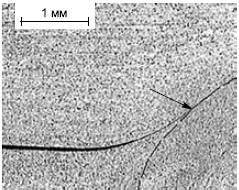
Рис. 25. Линия пересечения контактных поверхностей соединяемых деталей с границей шва (отмечена стрелкой)
В последние годы увеличилось число публикаций о результатах разработок и исследований процесса перемешивающей сварки трением разных типов соединений — нахлесточных, угловых и тавровых. Однако в этих работах при перемешивающей сварке трением тавровых и угловых соединений не обеспечено формирование галтелей с плавным сопряжением поверхностей элементов профиля. Такое соединение имеет небольшой ресурс при циклических нагрузках и благоприятные условия для развития коррозии.
Большое внимание уделяется исследованию особенностей процесса сварки нахлесточных соединений, что связано с востребованностью их для многих изделий. Работоспособность данного соединения предлагается оценивать по критерию EST (эффективной толщине листа, определяемой расстоянием от наружной поверхности шва до линии пересечения контактных поверхностей соединяемых листов с границей шва) (рис. 25). Чем меньше изгиб контактных поверхностей вблизи шва, тем больше EST и прочность соединения. В результате эксперимента получен коэффициент прочности, равный 0,86 для нахлесточного соединения, полученного сваркой трением с перемешиванием сплавов 2024 (верхний лист толщиной 3 мм) и 7075 (нижний лист).
Заметно возросло число публикаций по исследованию процесса перемешивающей сварки трением материалов с более высокой, чем у алюминиевых сплавов, температурой перехода в пластическое состояние, например, сплавов магния AZ31 и AZ91, меди и медных сплавов, титановых сплавов и сталей. Во многих работах отмечается, что до практической реализации процесса ПСТ в производстве ответственных титановых и стальных конструкций должны быть проведены дополнительные исследования и разработки по совершенствованию инструмента, оборудования и технологического процесса с целью получения устойчивых результатов по формированию соединения и его рабочим характеристикам.
Сложные сварные конструкции могут содержать соединения разноименных и разнородных материалов. Судя по публикациям, процесс перемешивающей сварки трением разноименных алюминиевых сплавов широко исследовался. Отработаны технологии и получены рабочие характеристики соединений алюминиевых сплавов разных групп легирования в разноименном сочетании, превосходящие аналогичные при сварке плавлением и вполне приемлемые для практического использования в конструкциях изделий ответственного назначения.
В значительно меньшей степени готов к промышленному применению процесс перемешивающей сварки трением разнородных материалов (с большим различием термомеханических характеристик). Имеются сведения об исследованиях процесса ПСТ соединений разнородных материалов, например, в сочетаниях алюминиевый сплав с магниевым сплавом, медным сплавом и сталью. Получены некоторые представления об особенностях процесса, сформулированы требования к ориентации инструмента относительно линии стыка, определена область оптимальных скоростей вращения инструмента и другие параметры, например при сварке трением с перемешиванием алюминиевого сплава 5083 с низкоуглеродистой сталью S400. Прочность соединения при этом составила 0,86 прочности основного материала (алюминиевого сплава).
Применение сварки трением с перемешиванием разнородных материалов в промышленном производстве изделий ответственного назначения, по мнению исследователей, будет возможным после проведения дополнительных экспериментов и разработок.
В последние пять лет основными видами неразрушающего контроля соединений, полученных перемешивающей сваркой трением, остаются визуальный (оптический) контроль и ультразвуковой контроль (УЗК), в том числе автоматический (аппаратура УЗК встраивается в установку). Следует отметить попытку использовать в качестве неразрушающего метода контроля акустическую эмиссию. Этим методом можно получать полезную информацию о дефектах в шве, поскольку дефекты разных типов дают разные сигналы, которые по-разному отражаются на частотных диаграммах.
Таким образом, из анализа публикаций следует, что к промышленному применению можно считать практически подготовленным процесс сварки трением с перемешиванием алюминиевых сплавов в одноименном и разноименном сочетаниях.