

2.2.5. Skew наконечники
Большее увеличение рабочего пpостpанства стержня при его вращении без увеличения его собственного объема получено за счет наклона оси рабочего стержня инструмента Skew относительно оси шпинделя станка (оси вращения инструмента) (Рис. 47). Положение фокуса на оси вращения влияет на амплитуду орбитального вращения опорного бурта. Особенностью Skew-инстpумента является также возможность дополнительного уменьшения объема стержня за счет удаления его внутренней части, поскольку из-за наклона оси стержня она практически не включается в работу над свариваемым материалом при вращении стержня. Экспериментами подтверждено, что по сравнению с обычным инструментом применение Skew-инстpумента позволило снизить на 20 % осевое усилие, действующее на инструмент, увеличить скорость сварки в 2 раза и получить соединение с лучшими характеристиками. До минимума доведен объем рабочего стержня в серии инструментов, что обеспечило их высокую эффективность.
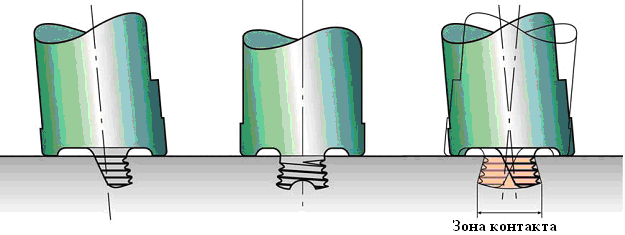
Рис. 47. Skew-инструмент (показан с разных углов)
2.2.6. Формы опорного бурта
Помимо формы наконечника большую роль в формировании шва играет опорный бурт. От него немало зависит и интенсивность перемешивания металла.
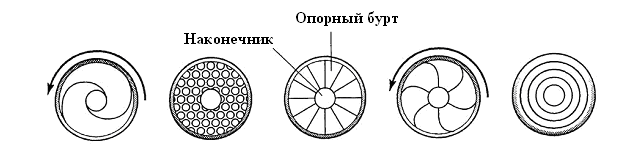
Рис. 48. Формы опорного бурта [1]
2.3. Технологические схемы движения инструмента
Помимо стандартной схемы движения инструмента, когда наконечник движется вдоль стыка поверхностей с вращением в одну сторону, существуют и другие схемы.
2.3.1. Re-Stir
Особенность Re-Stir™ заключается в циклическом возвратно-вращательном движении инструмента. Это решило проблему асимметрии швов, присущую традиционному процессу ПСТ. Швы имеют симметричную форму (Рис. 49) и высокие усталостные характеристики, однако, до промышленного применения процесса Re-Stir™ требуется более детальное его исследование и оптимизация режимов сварки.
Рис. 49. Технологическая схема Re-Stir
2.3.2. Twin-Stir
Технология Twin-Stir™ - способ ПСТ с одновременным использованием двух и более инструментов. Существует несколько вариантов движения инструмента (рис. 50): параллельное перемещение двух инструментов; тандем — перемещение инструментов друг за другом по линии стыка; перемещение инструментов со смещением (Staggered) — для обеспечения проработки краевых зон, что очень важно при соединении внахлестку. При сварке по ваpианту Twin-Stir™ с параллельно расположенными инструментами (Рис. 50, а) возможно утонение верхней пластины (при крутом изгибе границы контактных поверхностей соединяемых пластин вблизи границы шва). После отработки конструкции головки и технологии Twin-Stir™ благодаря дополнительному тепловложению можно повысить скорость сварки при меньшей скорости вращения инструмента, уменьшить асимметрию швов, а также уменьшить усилие перемещения и крутящий момент на инструменте. При сварке по тандем схеме Twin-Stir™ (Рис. 50, б) производят дополнительный подогрев первым инструментом, что облегчает работу второго инструмента и позволяет увеличивать толщину соединяемых деталей. При данной схеме также образуются более измельченные зерна и остаточные оксиды в шве. Схема тандем Twin-Stir™ включает вариант сварки инструментами, расположенными с разных сторон соединяемых пластин (Рис. 50, г). Это позволяет соединять детали вдвое большей толщины. Однако такая схема, так же как и схема Re-Stir™ нуждается в дальнейших исследованиях. При технологической схеме сварки Staggered Twin-Stir™ с поперечным смещением двух инструментов относительно друг друга, шов первого инструмента частично пеpекpывают швом второго инструмента (см. Рис. 50, в), что позволяет фоpмиpовать зону соединения внахлестку шириной до 4,3 толщины верхнего свариваемого листа. В зоне перекрытия двух швов дополнительно разрушаются остаточные оксиды, и измельчается структура. Эффект достигается при встречном вращении инструментов в их передней (в направлении движения по стыку) части.
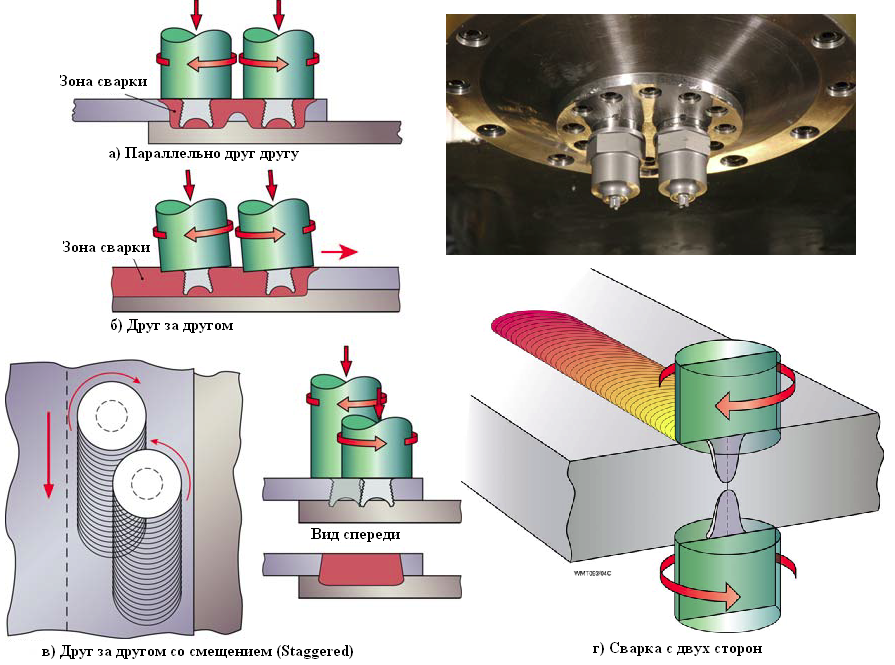
Рис. 50. Twin-Stir [7]
Ниже представлены фотографии швов сваренных по схеме Twin-Stir.
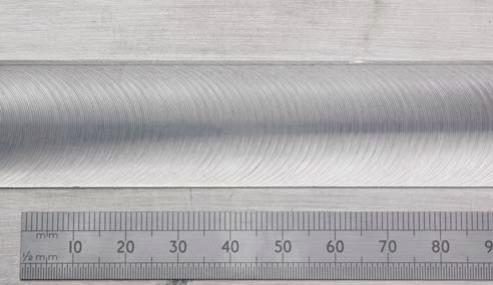
Рис. 51. Поверхность шва полученного сваркой алюминиевого сплава 6082-T6 по тандем схеме Twin-stir™
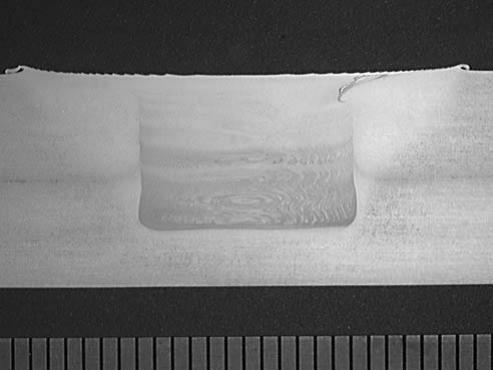
Рис. 52. Макросрез шва полученного сваркой алюминиевого сплава 6082-T6 толщиной 6 мм по тандем схеме Twin-stir™

Рис. 53. Выходные отверстия ведущего и ведомого инструмента