

3. Приспособления и оснастка
3.1. Закрепление деталей
3.1.1. Зажимы
В процессе перемешивающей сварки трением инструмент, так же как и свариваемые детали испытывают очень большие нагрузки. Поэтому при проектировании оснастки необходимо учитывать это и обеспечивать их полную неподвижность. При массовом производстве выгоднее использовать гидравлические или пневматические зажимы, а при единичном, мелкосерийном и тем более опытном производстве чаще всего используют механические зажимы при установке детали. Как правило, это соединения на болтах, которые затягиваются вручную оператором станка.

Рис. 54. Механические зажимы [11]
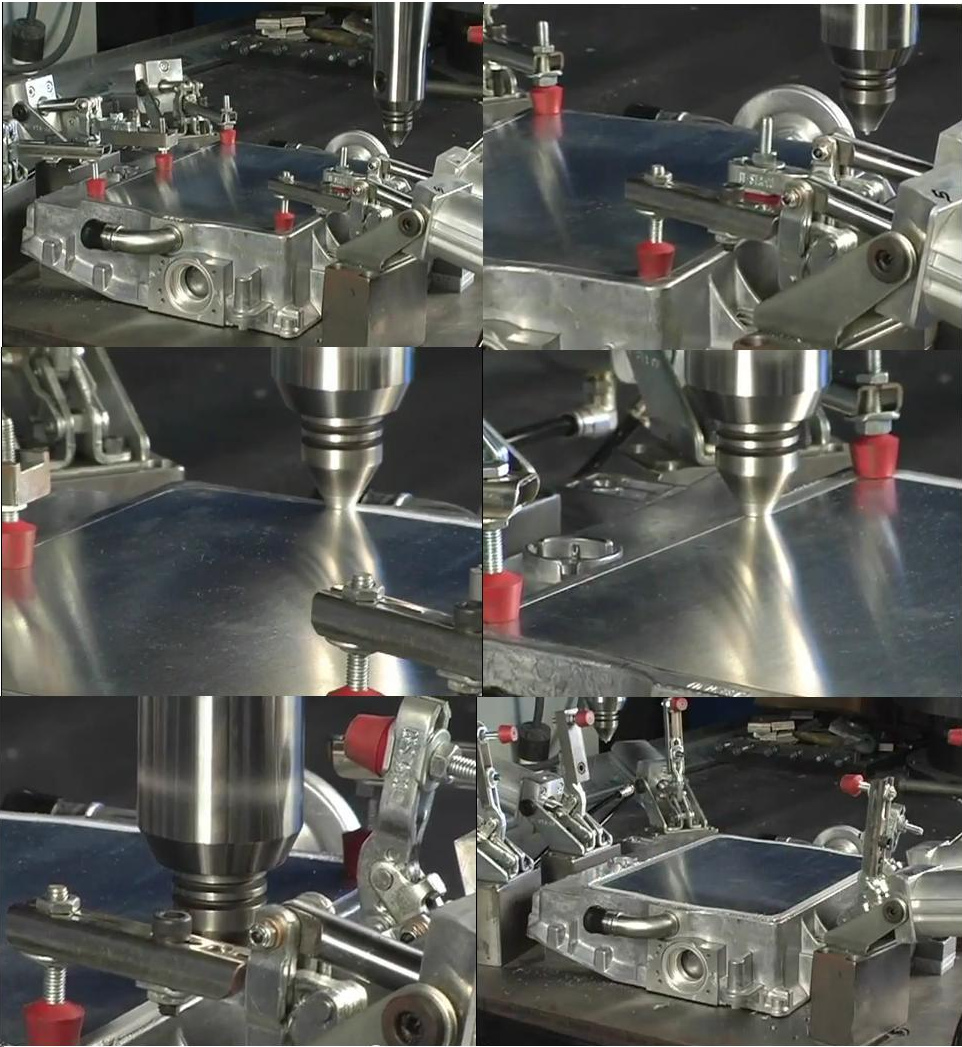
Рис. 55. Пневматические зажимы [11]
Для того чтобы сварить тонкостенные детали (даже в несколько слоев) или детали большого размера прижимной силы по краям недостаточно, ведь материал под действием тепла и нагрузки легко может деформироваться в центре, для этого существует ряд приспособлений.
Чтобы не допустить прогиба материала под воздействием осевой нагрузки инструмента был разработан гусеничный трак (Рис. 56.) [93]. Он перемещается одновременно с инструментом по линии шва с другой стороны. Гусеница изготавливается из материала с высокой теплостойкостью, но в то же время материал должен быть легко деформируемым.

Рис. 56. Гусеничный трак
Наряду с этим методом применяют подобные приспособления, но уже со стороны инструмента. Фиксирующий ролик (Рис. 57.) так же движется одновременно с инструментом и выполняет две функции: прижимает материал в зоне сварки и не допускает зазора по высоте между двумя частями свариваемого материала.
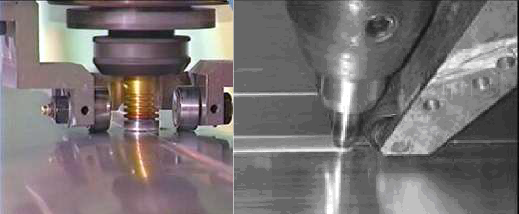
Рис. 57. Фиксирующий ролик
3.1.2. Специальная оснастка
Для сваривания деталей сложной формы, как правило, проектируют специальную оснастку, которая подходит только для определенных деталей. Но и здесь главным критерием является неподвижность свариваемого материала при сварке.

Рис. 58. Оснастка для сварки направляющих аппарата для запуска
На рисунке ниже видно как к цилиндрическому корпусу приваривают круглую крышку, при этом опять же используется специальная оснастка, которая препятствует перемещению деталей друг относительно друга. Стоит так же заметить, что инструмент проходит по месту входа, для того чтобы не оставалось отверстия. Инструмент смещается к внешнему радиусу и выходит тогда, когда уже находится в теле корпуса, а не на сварном шве, который является уязвимым.
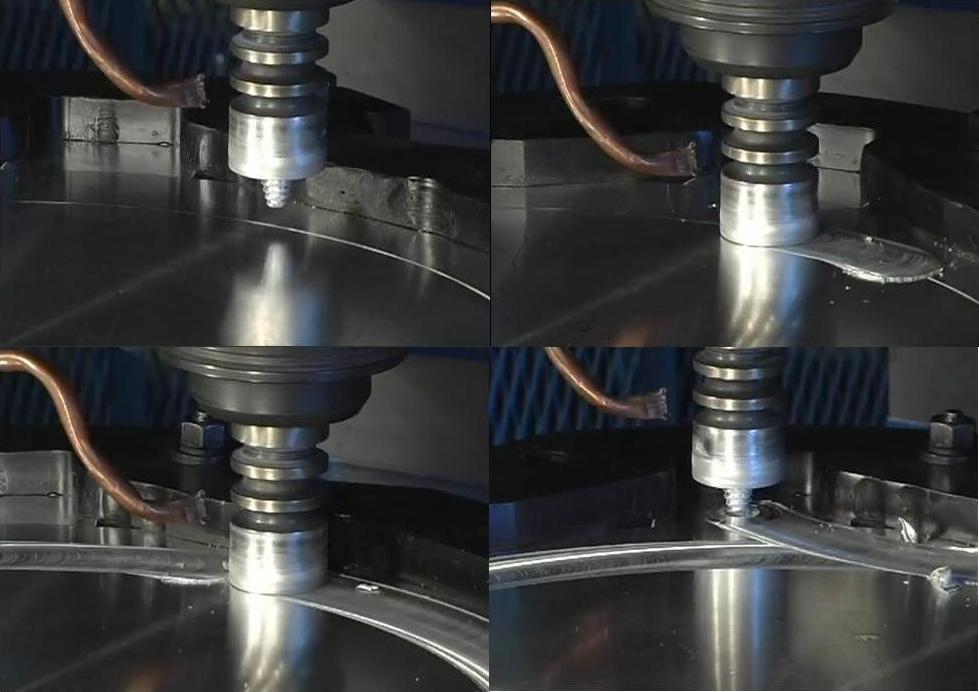
Рис. 59. Сварка дна цилиндрического корпуса [11]
3.1.3. Многофункциональная оснастка
Под многофункциональной оснасткой понимаются приспособления, которые подходят не к какой-то одной конкретной детали, а к множеству однотипных деталей, например пластины разного размера и толщины.
Для пластин существуют такая оснастка (Рис. 60.). Она крепится к столу станка при помощи болтов и таким же образом в ней закрепляются пластины. Её особенность в том, что в ней можно закреплять пластины очень широкого диапазона размеров и толщин.

Рис. 60. Оснастка для сварки пластин [10]
Другое, более сложное, но в то же время более эргономичное конструктивное решение такой же оснастки показано на рисунке 60. При таком варианте усилие прижатия больше, так же больше гарантия неподвижности детали в процессе сварки.
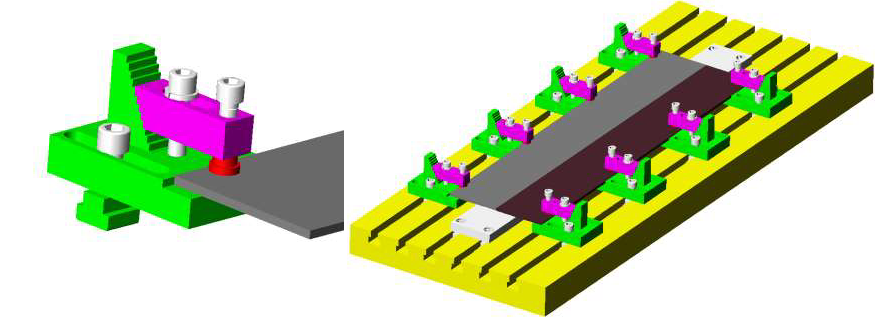
Рис. 61. Оснастка для сварки пластин (исполнение 2)