

5.2.Дефектная карта
БСК |
КАРТА ДЕФЕКТАЦИИ
|
РАЗМЕР ПАРТИИ |
Z |
||||
|
75 шт. |
||||||
МАТЕРИАЛ |
ОБОЗНАЧЕНЕИЕ |
НАИМЕНОВАНИЕ ЗДЕЛИЯ |
ВИД ИЗДЕЛИЯ |
||||
СТАЛЬ 45 |
1705.20.043.04.00.00 |
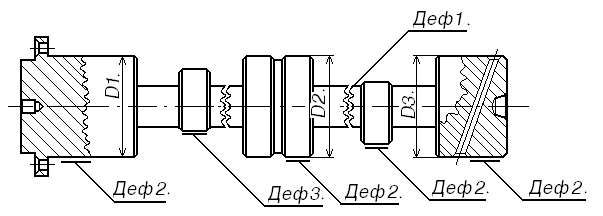
РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ |
ДВС |
||||
№ п./п. |
ДЕФЕКТ |
РАЗМЕР |
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
СПОСОБ ВОС– СТАНОВЛЕНИЯ |
|||
НОМ. |
ПЕРЕД. |
||||||
1. |
ИЗГИБ ВАЛА |
– |
0,05 |
ИЧ индикатор ГОСТ.577–88 |
ХОЛОДНАЯ ПРАВКА |
||
2. |
ИЗНОС ОПОРНЫХ ШЕЕК D1; D2; D3; |
D1=55; D2=52; D3=48; |
54,8 51,8 47,8 |
МИКОРМЕТР |
D1 р. =54,4; D2 р. =;51,5 D3 р. =47,5; |
||
3. |
ИЗНОС КУЛАЧКОВ ПО ВЫСОТЕ |
42,65 |
41,45 |
МИКОРМЕТР |
НАПЛАВИТЬ ЭЛЕКТРОДОМ Т590– Шлиф- ль. |
||
2.3. Маршрут восстановления.
-
005
Слесарная
010
Наплавочная
015
Шлифовальная
020
Контрольная
2.4.Выбор оборудования и инструментов.
Для слесарной
Пресс гидравлический ОКС– 1671 ГОСТ3555–80
Для наплавочной.
Выпрямитель сварочный ВД 306 М I ном. – 315 А,
Электрод наплавочный Т590 ГОСТ 1054 – 82 D = 3mm, длина – 350 mm.
Тиски машинные с призматическими губками 7100 1301 ГОСТ 2074–84
Для шлифовальной.
Копировально – шлифовальный полуавтомат для распределительных валов с ЧПУ
высокой точности ХШ357D2
Патрон поводковый ГОСТ 457–71
Центра ГОСТ 8442–75
Люнет неподвижный ГОСТ 2123–71
Круг шлифовальный ПП 360×60×180 25 А40 –ПСТ– 15К5 35 м/о I кл. А
ГОСТ 2424–83
Для контрольной.
Стол ОРГ – 1468–01 090А
Штангенциркуль ЩЦ – I с пределом измерения 0 –125 м величина отсчёта 0,1 мм
ГОСТ 166–83
Индикатор часового типа ИЧ – I (–5,–5–10) ГОСТ 577–88
Микрометр гладкий МК 75 Гост 6507–78
2.3.1.Наплавочная операция (вибродуговая наплавка).
Для наплавки выбираем наплавочную головку ОКС – 6569, смонтированную на токарно-винторезном станке 1К62. Наплавка ведется в струе охлаждающей жидкости или в среде защитного газа, проволокой диаметром 1,6 мм. Марки Нп – 30 ХГСА.
Переходы:
Установить и закрепить деталь.
Наплавить поверхность .
Снять деталь.
Расчет технической нормы времени на вибродуговую наплавку.
Расчет наплавки.
Профиль кулачка.
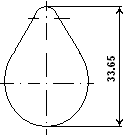
Расчет наплавки
Радиус равен 9 мм, тогда верхняя часть равна 33.65 – 9 = 24.65
Определяем по теореме Пифагора 24.65^2+9^2=26.24^2 мм.
Катет кулачка равен
26.24+26.24 + π r = 52.48+3.14×9=80.74 мм
высота наплавки
hном =33.65мм
hпред = 32.45мм
hнапл = 33.65–32.45=1.2 мм + 0.4 (припуск на шлифовку = 1.6 мм)
Масса расплавленного материала
G = y × V Объём расплавленного материала
V = 1.6×80.74×25+25=3.2 см^2
Y – плотность наплавляемого материала = 7.8 гр./см^3
GHV =7.8×3.2=24.96 гр.
Оперативное время
tоп =(t0+tв1)×L+ tв2
tв1 = tв1`+ tв1``= 0.61+0.64=1.24
tв1= 1.24
L – длина шва или валика L – периметру = 10.8 см.* 8(т.к диаметр электрода = 3мм, ширина кулачка примерно = 18, 8 раз.)
tв2– Вспомогательное время сварки изделия (0.22, 0.15, 0.13 мин.)
tв2 = 0.22+0.15 +(0.13×2)=0.63
tв2 = 0.63 мин
tоп = (0,6+0,64)×(10,55×8)+0,63=1,67 мин. +8 кулачков =13,36 мин.
Основное время для наплавки.
to=(G60)/(άн ×I), Где:
G – масса наплавленного материала на 1 погонный метр шва, G = 32,76г.*0,8
(8 витков) = 1,31 мин.
άн- коэффициент наплавки
to= (26,2 ×60)/(10×120)= 1,31
ВРЕМЯ ОБСЛУЖИВАНИЯ РАБОЧЕГО МЕСТА.
Tром = (15% tоп) = 0,15×13,36 =2мин.,
Где:
tоп – оперативное время – 13,36
ШТУЧНО– КАЛЬКУЛЯЦИОННОЕ ВРЕМЯ.
t ш.к.= tоп+tорм+tп.з.,
Где:
tорм- время обслуживания рабочего места – 2 мин.
tп.з.- подготовительно–заключительное время = 0,53 мин.
tп.з. =4% × tоп=0,04×13,36=0,53
tшт.=tоп+tорм+tп.з.
tшт.=13,36+2+0,53=15,89 мин.
РАСЧЕТ ШЛИФОВАЛЬНОЙ ОПЕРАЦИИ (шлифование шеек).
Sр =0.005 Выбираем шлифовальный круг ПП 360×60×180
25А40 – ПСТ –15К5 35М/О I кл. А ГОСТ 2424–83
Эффективная мощность
N= CnV3г. Sp dn q. bn z. , (кВт)
Где:
Cn – коэффициент мощности = 0,14
V3 – скорость резания детали 40/м.мин.
Sp – радиальная подача на один оборот обрабатываемой детали – 0,005 мм/об.
dn – диаметр шлифования – (d1–54,8мм, d2–51,8мм, d3–47,8мм), по чертежу
bn – ширина шлифования – (b1–50мм, b2–53мм, b3–41мм), по чертежу
q – показатель степени диаметра шлифования – 0,2
Z – показатель степени ширины шлифования – 0,1
N1=0,14×40^0.8×0,005×43,8^0.2×42=1,66 кВт
N2=0,14×40^0,8×0,005×40,8^0,2×42=1,42 кВт
N3=0,14×40^0,8×0,005×36,8^0,2×30=0,79 кВт
N4=0,14×40^0,8×0,005×34,8^0,2×28=0,74 кВт
N5=0,14×40^0,8×0,005×32,8^0,2×34=0,96 кВт
Nд=Nст×η = 5,57×0,85=4,6 кВт
Условия шлифования выполняются.
Nр. < Nд. = 4,6 кВт