3.9 Ремонт кабельних ліній 0,38.10 кв
При виведенні кабельної лінії в ремонт слід визначити характер і місце ушкодження. Залежно від характеру ушкодження робиться або ремонт захисних покривів, або ремонт паперової ізоляції і струмопровідних жил з монтажем сполучних і кінцевих муфт з подальшим фазуванням і випробуванням підвищеною напругою.
Для ремонту сухих закладень необхідно видалити знебарвлені або такі, що розтріскалися стрічки, перевірити паперову ізоляцію на відсутність вологи і накласти нові стрічки, зміцнивши їх бандажами. Рекомендації по застосуванню способів оконцевания, з'єднання і відгалуження алюмінієвих жил кабелів до 10 кВ приведені в таблицю. 3.1, а мідних жил - в таблиці. 3.2.
Конструкції сполучних гільз і наконечників показані на мал. 3.5.
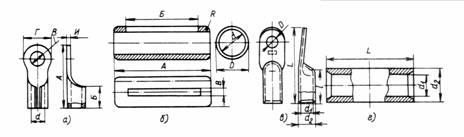
Мал. 3.5. Сполучні гільзи і наконечники : а - мідний наконечник типу П; би - мідна сполучна гільза для пайки; у - мідний наконечник, закріплюваний опресовкой; г - мідна гільза, закріплювана опресовкой
Для з'єднання і оконцевания мідних і алюмінієвих жил широко застосовуються різні преси, що випускаються промисловістю. Для опресовування вибирають відповідні наконечники або гільзи, пуансони і матриці. З кінців жил знімають ізоляцію на довжину циліндричної частини наконечника або на половину довжини гільзи. Секторні одиндротяні жили округляють за допомогою пресів або кліщів для скруглення, багатодротяні жили - за допомогою плоскогубців. Для алюмінієвих жил застосовують алюмінієві трубчасті гільзи і трубчасті алюмінієві наконечники типу ТА або ТАМ(мідна контактна частина). Внутрішню частину наконечників і гільз протирають, зачищають і змащують кварцевою пастою. Також готують і жили, після чого на них надівають наконечники або гільзи. Опресовування для наконечників виконують в один прийом двозубим інструментом, в два прийоми - однозубим; гільзу спресовують в два прийоми двозубим інструментом і в чотири прийоми - однозубим.
Оконцевание алюмінієвих одиндротяних жил виконують також за допомогою піротехнічних пресів ППО- 95 і ППО- 240; пуансони і матриці підбирають по перерізах жил. Ізоляцію з жил знімають на довжині 45 мм для кабелів перерізом 25 мм2; 50 мм для 35.95 мм2; 55 мм для 120.240 мм2.
Для опресовування мідних жил застосовують мідні гільзи і мідні трубчасті наконечники. Жили, гільзи і наконечники зачищають. На жилах наконечники спресовуються одним втискуванням, а гільза - одним з кожного боку.
Найбільш поширеними способами з'єднання і оконцевания жил кабелів до 10 кВ являються пайка і опресовування, т. е. способи, які можна застосувати як при ремонті кабельних ліній, так і в РУ.
Сполучають жили між собою і жилою з наконечником за допомогою розплавленого припою. Багатодротяні жили для полегшення надягання на них наконечників, гільз або сталевих форм обтискають за допомогою універсальних плоскогубців. Одиндротяні жили округляють за допомогою пресів або спеціальних обтискових кліщів. З кінців жил знімають ізоляцію на довжині половини гільзи або сталевої форми плюс 10 мм
Мідні жили паяють в мідних гільзах, що лудять, олов'яно-свинцевими припоями із застосуванням флюсів шляхом сплаву припою безпосередньо або шляхом наливання розплавленого припою в гільзи. При сплаві припою полум'ям пальника нагрівають гільзу з введеними в неї мідними жилами, що лудять, і рясно змащеними флюсом, потім вводять паличку припою в полум'я пальника і заповнюють гільзу розплавленим припоєм.
При другому способі сталевий ківш з припоєм у кількості 8.10 кг розігрівають до температури 245.270º З і встановлюють під місцем пайки. Металевою ложкою припій з ковша заливають кілька разів в гільзи, тим самим розігріваючи їх до температури припою.
Алюмінієві жили між собою паяють цинко-оловянным або олов'яний-мідно-цинковим припоєм. Жили перед пайкою готують або ступінчастим обробленням по повивам для з'єднання в гільзах, або в сталевих формах із зрізом жили під кутом 55º. Жили одиндротяного виконання готують тільки із зрізом під кутом 55º (мал. 3.6).
Ступінчасте оброблення жил по повивам(мал. 3.6) проводиться з дотриманням наступних умов :
Переріз жил, мм2 16.35 50.95 120.240
Кількість східців 1 2 3
Довжина ділянки жили, очищен-
ний від ізоляції, мм2... 50 60 70
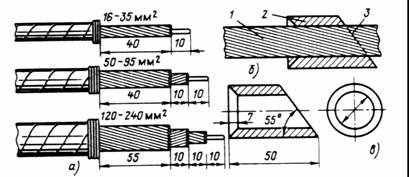
Рис.3.6. Підготовка алюмінієвих багатодротяних жил під пайку: а - ступінчасте оброблення жил по повивам; би - оброблення жили під кутом; у - шаблон для оформлення кінців жил; 1 - жила; 2 - шаблон; 3 - лінія зрізу жили
Для з'єднання в гільзах або в сталевих роз'ємних формах кінці жил обслуговують припоєм марки «А» методом натирання, а потім олов'яно-свинцевим(мал. 6.7). Краї ізоляції обмотують азбестовим шнуром для захисту її від обвуглювання. Перед пайкою рекомендується встановлювати захисні екрани і підмотувати азбестовий шнур. Пайку виконують методом сплаву припою в гільзу або форму, нагріваючи їх полум'ям пальника. Сталевою мішалкою перемішують припій і видаляють шлаки.
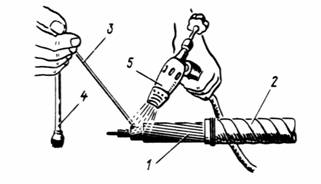
Мал. 3.7. Лудіння жили припоєм :
1 – алюмінієва багатодротяна жила із ступінчастим обробленням; 2 - ізоляція; 3 - паличка припою; 4 - металевий пензлик; 5 - пальник
Пайка методом поливу заздалегідь розігрітого припою в чавунних тиглях здійснюється в сталевих роз'ємних формах. Тигель з розплавленим припоєм ЦО- 12 розташовується поблизу пайки. Лоток із сталі прикріплюють до жил і опускають на край тигля, з тим щоб в результаті поливу металевою ложкою припій після прогрівання сталевої форми зливався в тигель. В результаті жили розігріваються до температури 500.550 З і розм'якшуються(мал. 3.8).

Мал. 3.8. З'єднання жил пайки поливом розплавленого припою : 1 - ложка паяльна; 2 - форма; 3 - лоток; 4 - тигель; 5 - скребок
Одночасно з розм'якшенням торців жил, зрізаних під кутом 55, з них знімають скребком плівку окислу. Тигель з кількістю припою 7.8 кг розігрівають перед пайкою кожної жили, оскільки він швидко остигає. При кількості припою в тиглі до 15.18 кг розігрівання роблять 1 раз. Алюмінієві жили із зрізом під кутом 55 розташовують у формах на відстані 2 мм один від одного для зняття плівки окислу з усієї поверхні косого зрізу, завдяки чому збільшується площа пайки і підвищується її якість.
Для з'єднання алюмінієвих жил з мідними застосовують або мідні гільзи, що лудять, або сталеві роз'ємні форми. Алюмінієві жили заздалегідь лудять припоєм марки «А», а потім олов'яно-свинцевим. Таким же припоєм виконується і пайка. При пайці припоєм ЦО- 12 в сталевих формах мідна жила заздалегідь лудиться олов'яно-свинцевим припоєм, алюмінієва жила обрізується під кутом 55 (мал. 3.6).
Для оконцевания мідних і алюмінієвих жил застосовують мідні наконечники типу П., що лудять, Ізоляцію з жил знімають на довжину циліндричної частини наконечника плюс 10 мм Багатодротяні секторні жили округляють універсальними плоскогубцями, а одиндротяні - пресом або кліщами для скруглення. На мідні жили надівають наконечник, ущільнюють азбестовим шнуром, вводять флюс і прогрівають наконечник полум'ям пальника. Потім олов'яно-свинцевий припій вводять в розігрітий наконечник. Припій, розплавляючись, заповнює усі простори між дротами жили і наконечником.
Багатодротяні алюмінієві жили перед пайкою лудять натирочным припоєм марки «А», потім - олов'яно-свинцевим. Пайку алюмінієвих жил виконують так само як і мідних. Другий спосіб - використовують в основним для пайки одиндротяних жил. Кінці жил зрізують під кутом 55, надівають наконечник на жилу, виконують ущільнення знизу азбестовим шнуром для захисту паперової ізоляції від обвуглювання і від витікання припою під час пайки. Пайку виконують припоєм
ЦО- 12 без застосування флюсу. Наконечник прогрівають полум'ям пальника і в нього вводять паличку припою; розплавлений припій заповнює порожнечі між дротами і наконечником; під шаром розплавленого припою скребком знімають плівку окислу, який переходить в шлак.
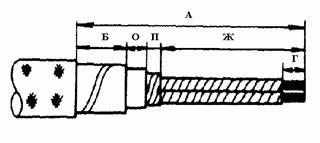
Спосіб оброблення кабелю з паперовою ізоляцією для монтажу свинцевих муфт приведений на мал. 3.9.
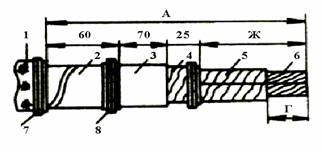
Мал. 3.9. Оброблення кабелю з паперовою ізоляцією для монтажу свинцевих муфт : 1 - зовнішній покрив; 2 - броня; 3 - оболонка; 4 - поясна ізоляція; 5 - ізоляція жил; 6 - жила кабелю; 7, 8 - дротяні бандажі
Оброблення кабелю для монтажу чавунних сполучних муфт показане на мал. 3.10.