

22 Обработка на расточных станках
Поверхности на расточных станках формообразуются за счет сочетания главного вращательного движения режущего инструмента и движения подачи, сообщаемого инструменту или заготовке.
На расточных станках выполняют сверление, зенкерование, развертывание, растачивание (рис. 5.9) отверстий, обтачивание наружных цилиндрических поверхностей резцом, подрезание торцов, нарезание резьбы и фрезерование плоскостей. Направление подачи может быть продольным, попречным, радиальным и вертикальным в зависимости от характера обрабатываемой поверхности.
Расточные станки применяют в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных заготовках корпусных деталей.
Обработка поверхностей заготовок резцами наиболее характерна для расточных станков. Расточные резцы работают в меенее благоприятных условиях, чем токарые. Они имеют меньшие размеры, зависящие от размера оправок, в которых их закрепляют, и диаметра обрабатываемого отверстия. Оправка с резцом под действием силы резания может изгиба. Нежесткость инструмента является причиной вибраций в процессе резания и снижения качества обработанной поверхности. Поэтому для обеспечения высокой точности обрабатываемых поверхностей расточные станки имеют повышенную жесткость.
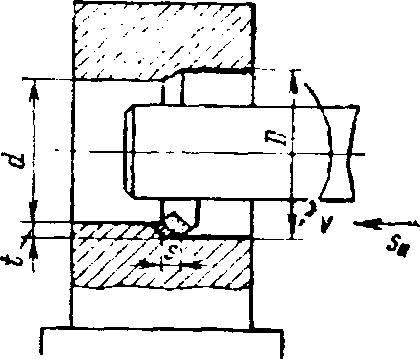
Рис. 5.9. Схема растачивания отверстия
По расположению основных узлов и приспособленности к выполнению основных операций различают: горизонтально-расточные, координатно-расточные, алмазно-расточные станки.
23 Обработка заготовок на фрезерных станках.
Фрезерование является одним из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом - фрезой.
Технологический метод формообразовния поверхностей фрезерованием характеризуется главным вращательным движением инструмента и. как правило, поступательным движением подачи заготовки.
Подачей может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабаные и барабанно-фрезерные станки).
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности,уступы и пазы разлиного профиля.
Особенностью процесса фрезерования является прерывность процесса резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота- а затем продолжает движение, не касаясь заготовки, до следующего врезания.
Различают две основные схемы фрезерования: цилиндрической (дисковой) и торцевой фрезами.
Среди универсальных (неспециализированных) фрезерных станков различают два основных тина: горизонтально-фрезерные (рис.5.10, а) и вертикально-фрезерные (рис.5.10, б) станки. Основным их отличием является ориентировка оси вращения шпинделя.
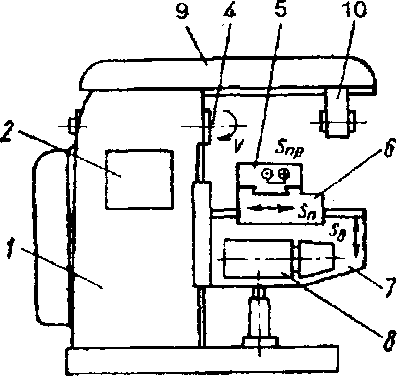
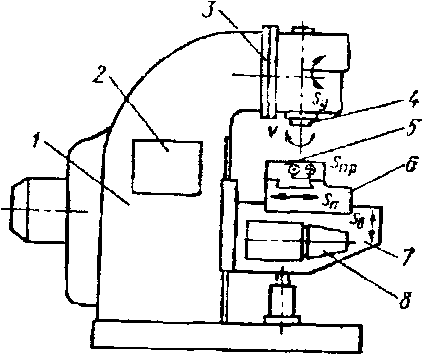
1 - станина; 2 - коробка скоростей; 3 - шпиндельная головка;
4 - шпиндель; 5 - рабочий стол; 6 - салазки; 7 - консоль;
8 - коробка подач; 9 - хобот; 10 - подвеска с подшипником.
Рис. 5.10. Общий вид гориэои-зонтально-фрезерного (а) и вертикально-фрезерного (б) станка.
На горизонтально-фрезерных и вертикально-фрезерных станках выполняют следующие операции (рис. 5.11):
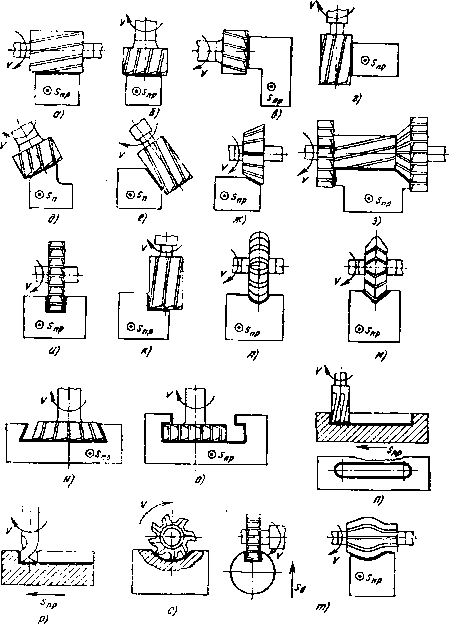
Рис. 5.11. Схемы обработки поверхностей заготовок на вертикально- и горизонтально- фрезерных станках
- фрезеруют горизонтальные плоскости (рис. 5.11,а) (рис. 5.11,6);
- фрезеруют вертикальные плоскости (рис. 5.11,в) (рис. 5.11,г);
-фрезеруют наклонные плоскости и скосы (рис. 5.11,д) (рис. 5.11,е) (рис. 5.11,ж);
-фрезеруют комбинированные плоскости (рис. 5.11,з) набором фрез на горизонтально-фрезерных станках;
- фрезеруют уступы и прямоугольные пазы (рис. 5.11,и) (рис. 5.11,к):
- фрезеруют фасонные пазы (рис. 5.11,л);
- фрезеруют угловые пазы (рис. 5.11,м);
- фрезеруют пазы типа "ласточкин хвост" (рис. 5.11, и);
- Т-образные пазы (рис. 5.11,о) фрезеруют в два прохода: вначале паз прямоугольного профиля, а затем концевой одноугольной или фрезой для Т-образных пазов;
- фрезеруют закрытые (рис.32,п) и открытые (рис. 5.11,р) шпоночные пазы;
- фрезеруют пазы под сегментные шпонки (рис. 5.11,с)
- фрезеруют фасонные поверхности (рис. 5.11,т) фасонными фрезами соответствующего профиля;