

17.1.2. Использование наиболее дешевых материалов
Выбору наиболее дешевых материалов при конструировании деталей способствует точность формулировки их служебного назначения и условий, в которых им предстоит работать.
Экономию дорогих металлов дает конструкция детали, отдельные части которой сделаны из разных материалов. Например, стыковая сварка позволяет сделать стержень клапана из стали 40Х, а головку клапана из стали 40Х10С2М (рис.23.4). Те же результаты обеспечивает применение биметаллов – двухслойных материалов (сталь - бронза, сталь – алюминиевые сплавы и др.). Из биметаллических материалов изготовляют втулки, служащие опорами валов, вкладыши подшипников автомобильных и тракторных двигателей и других деталей.
Широкие возможности в экономии металлов создает появление новых неметаллических материалов с высокими механическими свойствами. Например, синтегран – материал, получаемый из крошки гранита и связующей смеси. Обладая высокой прочностью, синтегран не дает усадки, хорошо гасит вибрации, легко схватывается с металлом. Его можно использовать для изготовления корпусных деталей, валов, ступиц зубчатых колес, стержней инструментов и других деталей.
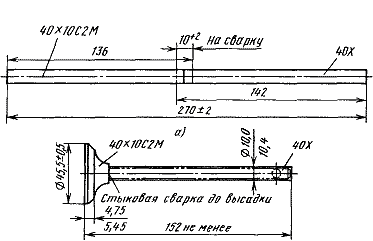
Рис.17.4. Заготовка клапана (а) и готовая деталь (б) из различных материалов
Получение от ходов в наиболее ценном виде. Отходы металла, получаемые при изготовлении деталей, могут иметь различную стоимость в зависимости от возможностей их дальнейшего использования.
Отходы в виде стружки, обрезков, облоев, лома и пр., непригодные для машиностроительного предприятия. Являются ценным сырьем для металлургических предприятий.
Если отходы могут быть использованы для получения полноценных заготовок других деталей, их стоимость или не отличается от первоначальной стоимости материала или близка к ней. Примером полноценного использования отходов может служить получение четырех заготовок колец и стержня резца из отходов, образующихся при изготовлении каждой предшествующей заготовки (рис.24.4).
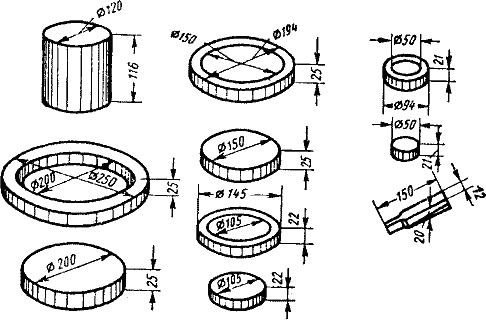
Рис.17.4. Пример полноценного использования отходов
17.2. СОКРАЩЕНИЕ РАСХОДОВ НА ЗАРАБОТНУЮ ПЛАТУ
Расходы на заработную плату основных производственных рабочих:
 , (17.4)
, (17.4)
где s-часовая ставка рабочего первого разряда, устанавливаемая на определенный период времени коллективным договором, руб.;
z-разрядный коэффициент работы, определяемый по квалификационному справочнику;
t - время, затрачиваемое на выполнение операции (штучно- калькуляционное время), мин;
f - число станков или рабочих мест, обслуживаемых одним рабочим;
т -число операций, необходимых для изготовления единицы продукции.
Затраты на заработную плату наладчиков рассчитываются так же, как и расходы на заработную плату основных рабочих, но при своих значениях s, z, f и t.
Сокращение расходов на заработную плату производственных рабочих и наладчиков может быть осуществлено путем уменьшения числа операций, необходимых для изготовления изделия, снижения квалификации работы за счет ее упрощения, сокращения времени, затрачиваемого на выполнение операции, увеличения числа единиц оборудования, обслуживаемого рабочим и наладчиком. Внедрение обслуживания одним рабочим нескольких единиц оборудования требует комплексного решения нескольких технологических и организационных вопросов. Загрузку оборудования и рабочего наглядно можно представить с помощью циклограммы (рис.23.5).
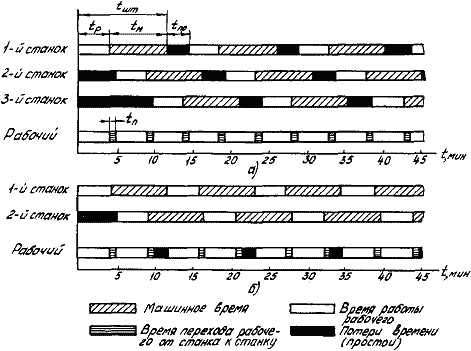
Рис.17.5. Циклограмма многостаночного обслуживания
Сокращение времени на переходы от одного станка к другому обеспечивается грамотной расстановкой оборудования (рис.23.6).Число операций и квалификация работы предопределяются сложностью конструкции изделия и построением технологического процесса. Затраты времени на выполнение операции зависят от значений величин, составляющих штучно-калькуляционное время, и ее структуры. Пути сокращения затрат времени на выполнение операции были рассмотрены ранее.
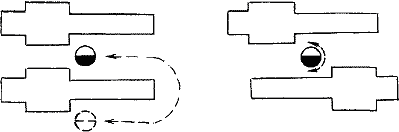
Рис.17.6. Расстановка оборудования при многостаночном обслуживании