

1.3 Проектирование и расчет отливки по чертежу заданной детали
После ознакомления с чертежом детали индивидуального задания следует определить плоскость разъема модели и формы, а также положение отливки в форме.
На чертеже синим карандашом отмечают горизонтальную (или вертикальную) линию разъема стрелками, перпендикулярными к этой линии. У стрелки, показывающей верх отливки при заливке, ставится буква В, а у стрелки, характеризующей низ отливки - буква Н (рис. 3, 4).
Величину припуска в миллиметрах необходимо указывать на выносной линии от знака обработки (см. рис. 3, 4). Величина припуска определяется габаритами детали, марками применяемых сплавов, серийностью производства и способом изготовления отливки (табл. 1).
После нанесения на чертеже контура припусков дополнительно синим карандашом необходимо нанести на вертикальных поверхностях отливки, линии формовочных уклонов и в сопряжениях сечений радиусные переходы (галтели). Уклоны могут быть выражены в градусах или в миллиметрах.
Величина уклона зависит от высоты стенки извлекаемой половины модели (табл. 2).
Рисунок 3 – Чертеж отливки крышки (модель неразъемная). |
Рисунок 4 – Чертеж отливки корпуса (модель разъемная). |
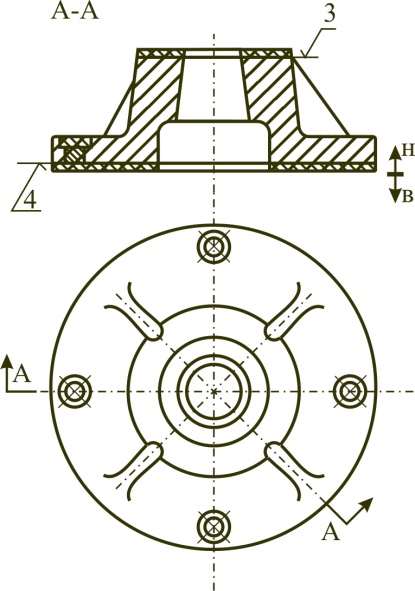

Таблица 1 - Припуски на механическую обработку для отливок, изготовленных в песчаных формах, мм
Наибольший габаритный размер детали |
Положение отливаемой поверхности |
Припуски отливок из |
||
чугуна |
стали |
цветных сплавов |
||
до 120 |
верхнее, нижнее, боковое |
3,5 – 4,0 2,5 – 3,0 |
4,0 4,0 |
3,0 2,5 |
120 - 260 |
верхнее, нижнее, боковое |
4,0 – 5,0 3,0 – 4,0 |
5,0 – 6,0 4,0 |
4,0 3,0 |
260 – 500 |
верхнее, нижнее, боковое |
4,5 – 6,0 3,5 – 4,5 |
6,0 – 7,0 5,0 – 6,0 |
5,0 4,0 |
500 – 800 |
верхнее, нижнее, боковое |
5,0 – 6,5 4,0 – 4,5 |
7,0 – 10,0 5,0 – 7,0 |
5,0 4,5 |
800 – 1200 |
верхнее, нижнее, боковое |
9,0 – 10,0 8,0 – 9,0 |
12,0 – 13,0 9,0 – 11,0 |
6,0 5,5 |
1200 – 2000 |
верхнее, нижнее, боковое |
10,0 – 12,0 9,0 – 10,0 |
13,0 – 16,0 11,0 – 13,0 |
7,0 6,5 |
Таблица 2 - Величина формовочных уклонов.
Высота поверхностей модели, мм |
Уклон в градусах, не более |
|
деревянные модели |
металлические модели
|
|
до 20 |
3,0 |
1,5 |
20-50 |
1,5 |
1,0 |
50-100 |
1,0 |
0,7 |
100-200 |
0,7 |
0,5 |
200-300 |
0,5 |
0,5 |
300-800 |
0,5 |
0,3 |