

7 Экономическая часть
7.1-7.2 Расчет норм штучного времени на каждую операцию ТП и трудоемкости производственной программы
Норма времени - время, необходимое на изготовление единицы продукции в минутах, рассчитывается по формуле
Тп/з
Нвр = ----------- + Тшт,
n (7.1)
где Нвр – норма времени, мин;
Тп/з – подготовительно- заключительное время, мин;
n – количество деталей в партии, шт;
Тшт – штучное время, мин.
В серийном и массовом производстве Тп/з = 0, тогда Нвр = Тшт
Подготовительно - заключительное время (Тп/з)- время, необходимое для ознакомления с чертежами, на инструктаж мастера или технолога, на получение приспособлений и инструментов.
Норма штучного времени – оперативное время (Топ), время основных и вспомогательных приемов операции (Топ = Тосн + Твсп) с учетом дополнительного времени (Тдоп = Тобс + Толн), время на обслуживание (Тобс) и отдых и личные надобности (Толн):
Тшт = Топ + Тдоп, (7.2)
где Топ – оперативное время, мин;
Тдоп – дополнительное время, мин;
Тобс – время обслуживания, 5% от Топ, мин;
Толн – время на отдых и личные надобности, 3% от Топ, мин.
Тдоп = Тобс + Толн = 8% от Топ
Расчет Тшт производим по каждому переходу операции:
Тшт = Топ + Тдоп, (7.3)
Расчет производится в таблице 7.1.
Рассчитываем трудоемкость производства программы (TN, час.) по формуле:
TN = Тшт * N, (7.4)
где TN – трудоемкость операции на программу, в час;
N – годовая программа выпуска, шт.
Расчет трудоемкости производственной программы производится также в таблице 7.1.
Таблица 7.1 – Расчет норм времени по операциям и трудоемкости производственной программы
№ опера-ции |
№ пере-хода |
Наименование операции и перехода |
Топ , мин |
Тдоп, мин (8%) |
Тшт |
N шт |
TN час |
|
мин |
час |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0100 |
|
Контроль (входной) |
|
|
|
|
10000 |
|
|
0101 |
Распаковать ЭРЭ и ИМС |
|
|
|
|
|
|
|
0102 |
Проверить целостность и отсутствие внешних повреждений |
|
|
|
|
|
|
|
0103 |
Уложить ЭРЭ в тех. тару |
|
|
|
|
|
|
0200 |
|
Лудильная |
|
|
|
|
|
|
|
0201 |
Облудить выводы ЭРЭ |
|
|
|
|
|
|
0300 |
|
Формовочная |
|
|
|
|
|
|
|
0301 |
Отформовать выводы элементов |
|
|
|
|
|
|
0400 |
|
Подготовительная |
|
|
|
|
|
|
|
0401 |
Отмыть плату от флюса |
|
|
|
|
|
|
|
0402 |
Сушить плату |
|
|
|
|
|
|
0500 |
|
Монтажная |
|
|
|
|
|
|
|
0501 |
Нанести оловосодержащую пасту на контактные площадки |
|
|
|
|
|
|
|
0502 |
Установить SMD элементы на плату |
|
|
|
|
|
|
0600 |
|
Паяльная |
|
|
|
|
|
|
|
0601 |
Паять в конвекционной печи |
|
|
|
|
|
|
0700 |
|
Подготовительная |
|
|
|
|
|
|
|
0701 |
Защитить маской припаянные SMD элементы |
|
|
|
|
|
|
Окончание таблицы 7.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0800 |
|
Монтажная |
|
|
|
|
10000 |
|
|
0801 |
Установить ЭРЭ, предназначенные для монтажа в отверстия |
|
|
|
|
|
|
0900 |
|
Паяльная |
|
|
|
|
|
|
|
0901 |
Пайка волной припоя |
|
|
|
|
|
|
1000 |
|
Отмывочная |
|
|
|
|
|
|
|
1001 |
Снять защитную маску с SMD элементов, отмыть узел от флюса |
|
|
|
|
|
|
|
1002 |
Сушить узел |
|
|
|
|
|
|
1100 |
|
Маркировочная |
|
|
|
|
|
|
|
1101 |
Маркировать по чертежу |
|
|
|
|
|
|
1200 |
|
Проверочная |
|
|
|
|
|
|
|
1201 |
Проверить узел на соответствие чертежу |
|
|
|
|
|
|
|
1202 |
Протестировать на испытательном стенде |
|
|
|
|
|
|
1300 |
|
Лакировочная |
|
|
|
|
|
|
|
1301 |
Покрыть узел лаком в три слоя |
|
|
|
|
|
|
|
1302 |
Сушить узел |
|
|
|
|
|
|
|
1303 |
Проконтролировать качество покрытия |
|
|
|
|
|
|
1400 |
|
Контроль ОТК |
|
|
|
|
|
|
|
1401 |
Провести визуальный осмотр |
|
|
|
|
|
|
1500 |
|
Упаковочная |
|
|
|
|
|
|
|
1501 |
Уложить узел в тех. тару |
|
|
|
|
|
|
|
|
Итого |
|
|
|
|
|
|
7.3 Расчет количества рабочих мест и их загрузки
Расчет количества рабочих мест определяется по формуле
Тшт*N TN
Ср = --------------- = -------------------, (7.5)
Фэф*Квн Фэф.кв*Квн
где Ср – расчетное количество рабочих мест, шт.;
N– годовая программа, шт.;
Тшт – норма штучного времени на операцию, час;
Квн – коэффициент выполнения норм выработки (по заданию 104%);
Фэф.кв – эффективный фонд времени работы станка (рабочего места) за квартал в 1 смену; при работе в одну смену определяется по формуле
m*( tсм * Др – tпр * Дпр)*У
Фэф.кв =---------------------------------------, (7.6)
4
где m - количество смен, 1 смена;
tсм – продолжительность одной смены, 8 часов;
Др – число рабочий дней в году, 248 дней;
tпр – время сокращения в праздничные дни, 1 час;
Дпр – число предпраздничных дней, 3 дня;
У – коэффициент, учитывающий потери на ремонт; у = 1 – α / 100, α=5%;
1*(8*248-1*3)*0,95
Фэф.кв =------------------------------ = 465 часов
4
Если Ср получилось дробным, его округляют до целого числа и называют количеством принятых рабочих мест (Спр).
Коэффициент загрузки рабочих мест по операциям рассчитывается по формуле:
Ср
Кзаг = -------- * 100%, (7.7)
Спр
Средний коэффициент загрузки рабочих мест рассчитывается по формуле:
ΣСр
Кср.заг = ----------- * 100%, (7.8)
ΣСпр
где ΣСр - сумма расчетных рабочих мест, шт.;
ΣСпр - сумма принятых рабочих мест, шт.
График загрузки рабочих мест строится следующим образом: по оси Х откладывается рабочие места по видам; по оси У - процент загрузки рабочих мест.
Если загрузка рабочего места небольшая менее 70%, то рабочие места загружаются другой работой (присоединяют эту операцию к последующей или предыдущей операции). Если загрузка более 120%, то на этом рабочем месте образуется «чужое место», необходимо пересмотреть технологию и организацию рабочего места. Для расчета загрузки рабочих мест можно объединять некоторые операции, но в пределах разумного. Данные расчета заносят в таблицу 7.2.
Таблица 7.2 – Расчет загрузки рабочих мест
№ операции |
Наименование операции |
Ср Шт. |
Спр шт |
Кзагр,% по операциям |
Кзагр, ср% |
1 |
2 |
3 |
4 |
5 |
6 |
0100 |
Контроль (входной) |
8,56 |
9 |
95 |
- |
0200 |
Лудильная |
2,05 |
2 |
102 |
- |
0300 |
Формовочная |
0,74 |
1 |
74 |
- |
0400 |
Подготовительная |
0,84 |
1 |
84 |
- |
0500 |
Монтажная |
4,74 |
5 |
95 |
- |
0600 |
Паяльная |
1,11 |
1 |
111 |
- |
0700 |
Подготовительная |
0,93 |
1 |
93 |
- |
0800 |
Монтажная |
12,37 |
13 |
95 |
- |
0900 |
Паяльная |
1,48 |
2 |
74 |
- |
1000 |
Отмывочная |
0,84 |
1 |
84 |
- |
1100 |
Маркировочная |
6,60 |
7 |
94 |
- |
1200 |
Проверочная |
4,56 |
5 |
91 |
- |
1300 |
Лакировочная |
6,14 |
7 |
88 |
- |
1400 |
Контроль ОТК |
1,02 |
1 |
102 |
- |
1500 |
Упаковочная |
1,86 |
2 |
93 |
- |
|
Итого |
57,19 |
62 |
- |
92 |
На основании таблицы 7.2 строят график загрузки рабочих мест (рисунок 7.1)
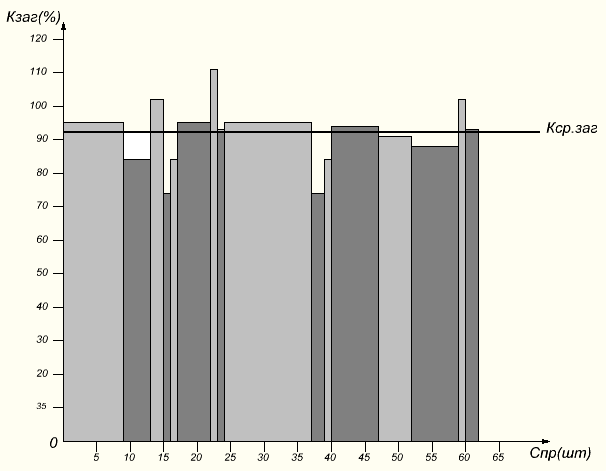
Рисунок 7.1 – График загрузки рабочих мест