

3. Содержание лабораторной работы
Для выполнения задания необходимо изучить:
интерфейс системы КОМПАС;
работу с чертежами и схемами;
построение 3D моделей деталей;
методику построения сборок.
Для изучения следует воспользоваться пособием по работе в системе КОМПАС «Азбука КОМПАС» из меню Справка → Азбука компас.
В Азбуке Компас рассматриваются основные приемы трехмерного моделирования деталей и сборочных единиц в системе КОМПАС-3D с получением комплекта документов: сборочных чертежей, рабочих чертежей и спецификаций.
В зависимости от выделяемого объема часов по заданию преподавателя рассматривается несколько из следующих тем (табл. 3.1).
Таблица 3.1
Перечень тем
№ |
Тема |
Время на выполнение |
|
Общие сведения |
|||
1 |
Создание первой детали |
50 минут |
|
2 |
Создание рабочего чертежа |
30 минут |
|
Создание сборок |
|||
3 |
Создание сборочной единицы |
20 минут |
|
4 |
Создание сборочного чертежа |
20 минут |
|
5 |
Создание спецификации |
20 минут |
|
6 |
Создание сборки изделия |
30 минут |
|
7 |
Создание компонента на месте |
40 минут |
|
8 |
Создание чертежа изделия |
30 минут |
|
9 |
Построение тел вращения |
30 минут |
|
10 |
Кинематические элементы и пространственные кривые |
50 минут |
|
11 |
Построение элементов по сечениям |
30 минут |
|
12 |
Моделирование листовых деталей |
30 минут |
|
Содержание отчета
Модель и (или) чертеж (задается преподавателем).
Для студентов заочной формы обучения с элементами дистанционных обучающих технологий задание лабораторной работы – моделирование детали, заданной в курсовой работе (с. 166…175). Отчетом является модель и чертеж типовой детали.
ЛАБОРАТОРНАЯ РАБОТА №4
ИЗУЧЕНИЕ АЛГОРИТМА РАБОТЫ МАКЕТА ПОТОЧНОЙ ЛИНИИ
1. Цель работы
Изучение и анализ алгоритма работы макета поточной линии.
Студенты заочной формы обучения с элементами дистанционных обучающих технологий могут выполнить лабораторную работу по удаленному доступу через Интернет в соответствии с инструкциями, изложенными в Указаниях к выполнению лабораторной работы.
Указания к выполнению лабораторной работы
Объектом рассмотрения является макет поточной линии рис. 4.1.
Работа стенда заключается в слаженном взаимодействии конвейера и руки-робота. В задачу конвейера входит перемещение детали для полной обработки и ее на двух рабочих станциях, в задачу робота входит замыкание цикла переносом деталей с конца рабочего цикла в его начало.
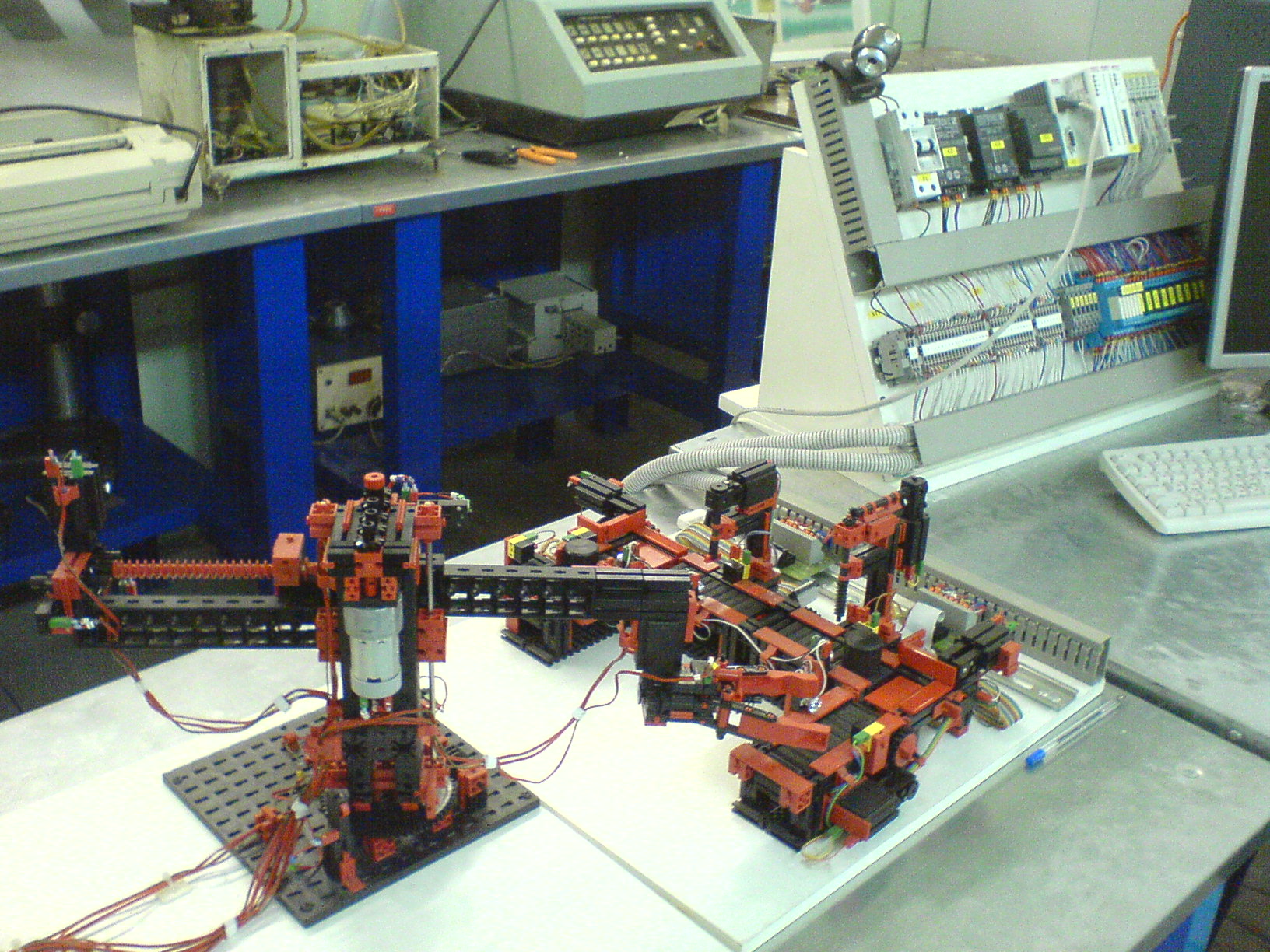
Рис. 4.1. Макет поточной линии
Загрузочная
станция
Разгрузочная
станция
Станок 1
Станок 2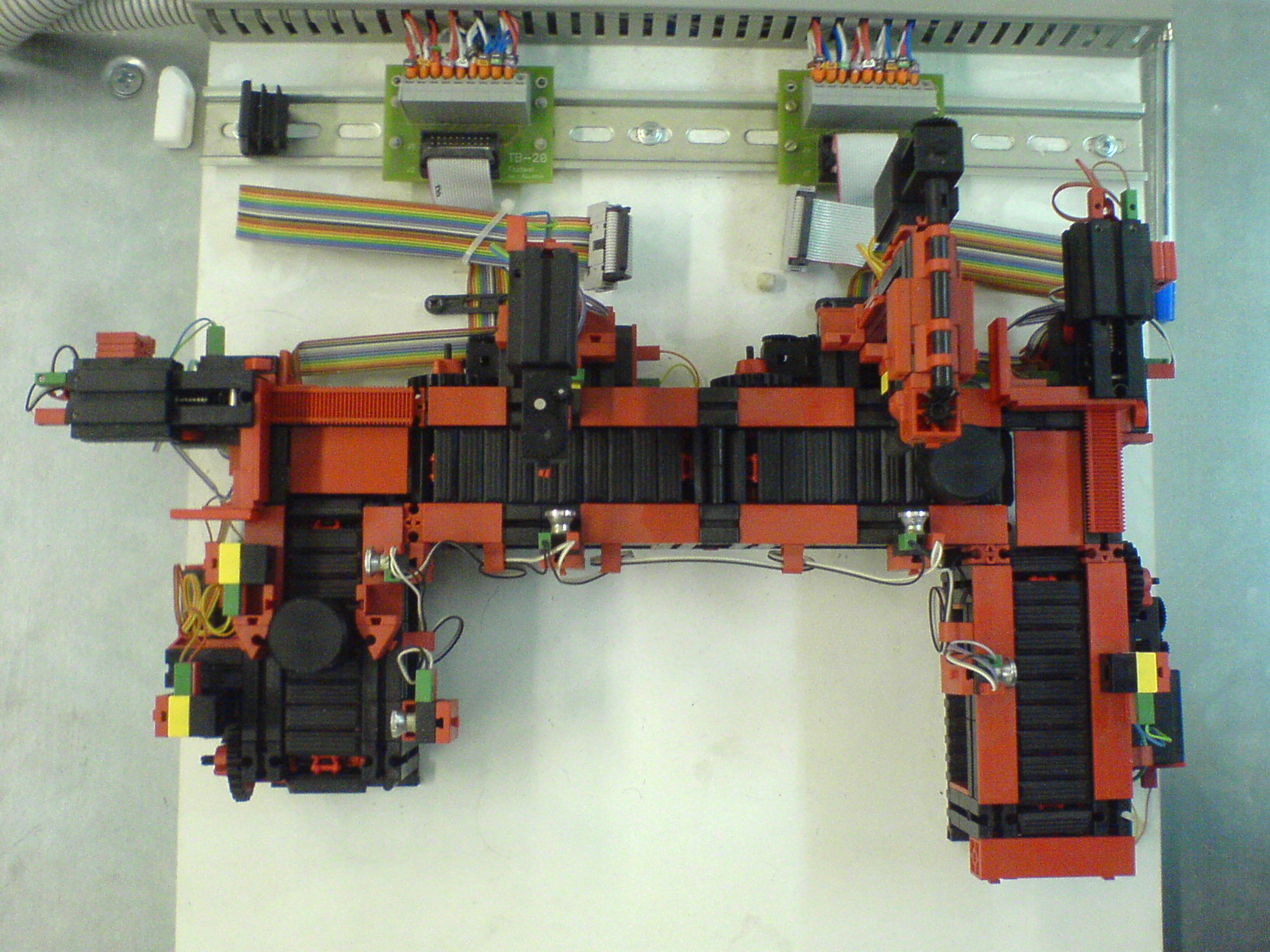


Рис. 4.2. Поточная линия
З агрузочная
станция
принимает деталь и подает ее на обработку
в станок 1. Станция оснащена двумя
датчиками присутствия детали. Первый
датчик (Е1 готов к загрузке) определяет,
что на входе конвейера появилась деталь,
и таким образом запускает работу
конвейера (при любой остановке конвейера,
его запуск осуществляется постановкой
детали в просвет данного датчика). Второй
датчик (Е2 загружено) осуществляет
контроль того, что деталь успешно
загружена и может быть подана на станок
1.
агрузочная
станция
принимает деталь и подает ее на обработку
в станок 1. Станция оснащена двумя
датчиками присутствия детали. Первый
датчик (Е1 готов к загрузке) определяет,
что на входе конвейера появилась деталь,
и таким образом запускает работу
конвейера (при любой остановке конвейера,
его запуск осуществляется постановкой
детали в просвет данного датчика). Второй
датчик (Е2 загружено) осуществляет
контроль того, что деталь успешно
загружена и может быть подана на станок
1.
Загрузка детали осуществляется с помощью транспортера (М2 ЗС транспортер). Подача детали на станок 1 осуществляется с помощью толкателя (М1 ЗС шибер). Крайние положения толкателя контролируются двумя концевиками (Е3 ЗС шибер концевик вперед и Е4 ЗС шибер концевик назад). Срабатывание концевика Е3 ЗС шибер концевик вперед означает, что деталь подана на станок 1 и он может приступить к ее обработке.
С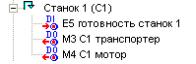 танок
1 осуществляет
загрузку детали, обработку и выгрузку
детали на станок 2. Загрузка и выгрузка
детали осуществляется транспортером
(М3 С1 транспортер). Датчик присутствия
детали под обрабатывающим станком (Е5
готовность станок 1) указывает на то,
что загрузка детали закончена и станок
должен начать обработку. Обработка
производится с помощью двигателя М4 С1
мотор в течение заданного времени
(данный интервал может быть изменен из
интерфейса верхнего уровня). Когда
обработка детали завершена транспортер
М3 осуществляет выгрузку детали на
станок 2.
танок
1 осуществляет
загрузку детали, обработку и выгрузку
детали на станок 2. Загрузка и выгрузка
детали осуществляется транспортером
(М3 С1 транспортер). Датчик присутствия
детали под обрабатывающим станком (Е5
готовность станок 1) указывает на то,
что загрузка детали закончена и станок
должен начать обработку. Обработка
производится с помощью двигателя М4 С1
мотор в течение заданного времени
(данный интервал может быть изменен из
интерфейса верхнего уровня). Когда
обработка детали завершена транспортер
М3 осуществляет выгрузку детали на
станок 2.
С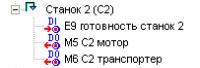 танок
2 работает
полностью аналогично станку 1.
танок
2 работает
полностью аналогично станку 1.
Р азгрузочная
станция
принимает деталь от станка 2 и перемещает
ее в конец конвейера так, что рука может
забрать деталь. Прием детали от станка
2 осуществляет толкатель (М7 РС шибер),
срабатывание его концевика Е11 РС шибер
концевик вперед дает сигнал о том, что
деталь принята. Тогда транспортер (М8
РС транспортер) начинает выгрузку
детали. При этом датчик присутствия
(Е12 готов к разгрузке) служит промежуточной
точкой, от которой отсчитывается
определенное время работы транспортера,
чтобы доставить деталь в конец линии,
где она может быть забрана рукой
(установка этого датчика в конец линии
невозможна из-за недостатка свободного
места для захвата рукой).
азгрузочная
станция
принимает деталь от станка 2 и перемещает
ее в конец конвейера так, что рука может
забрать деталь. Прием детали от станка
2 осуществляет толкатель (М7 РС шибер),
срабатывание его концевика Е11 РС шибер
концевик вперед дает сигнал о том, что
деталь принята. Тогда транспортер (М8
РС транспортер) начинает выгрузку
детали. При этом датчик присутствия
(Е12 готов к разгрузке) служит промежуточной
точкой, от которой отсчитывается
определенное время работы транспортера,
чтобы доставить деталь в конец линии,
где она может быть забрана рукой
(установка этого датчика в конец линии
невозможна из-за недостатка свободного
места для захвата рукой).
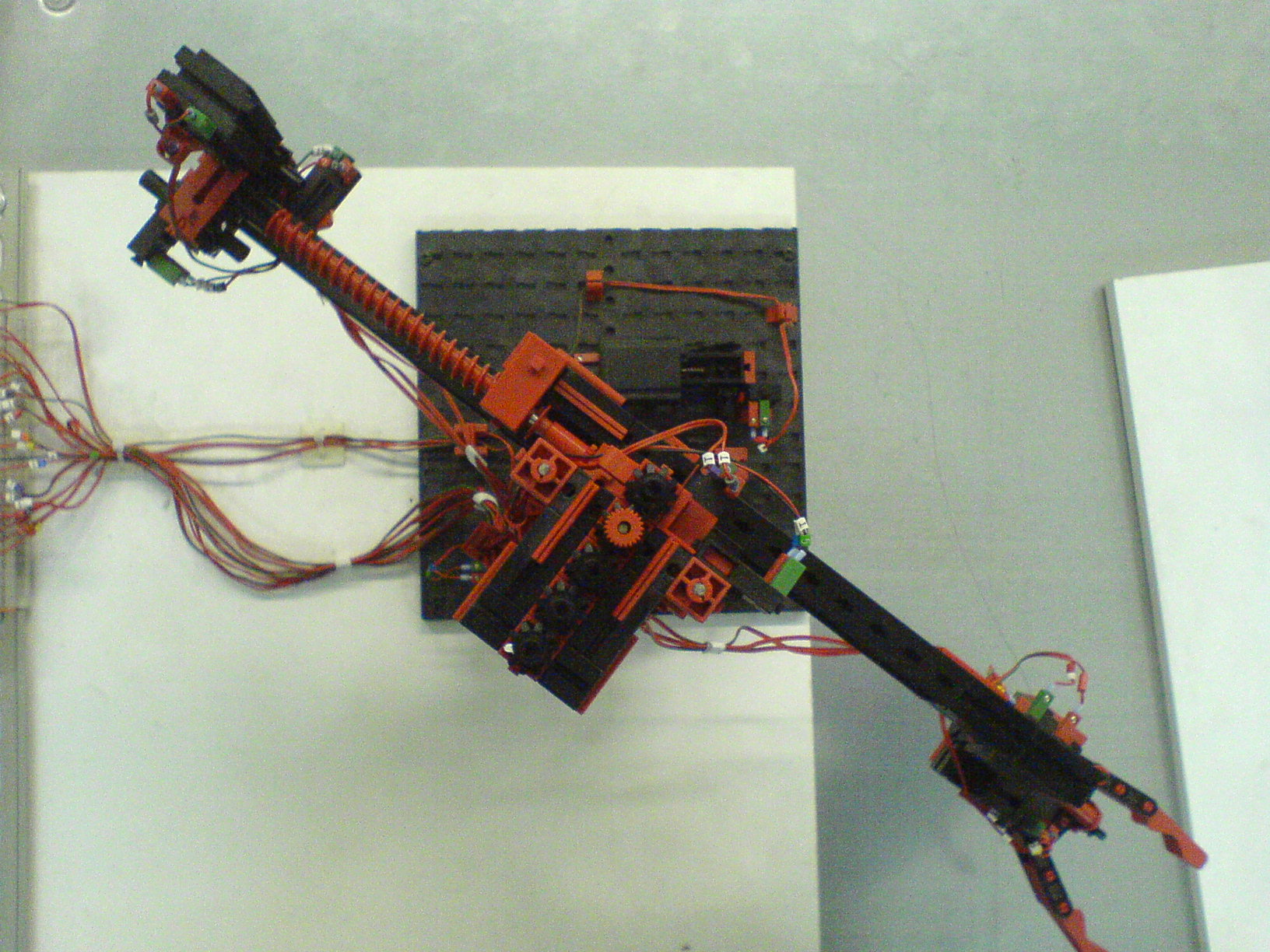
Рис. 4.3. Робот
Р ука-робот
состоит из трех осей и захвата. Каждая
ось (в том числе и захват) управляется
одним реверсивным двигателем, которому
в программе соответствует два управляющих
дискретных сигнала – соответственно
для движения в одну и другую сторону.
Включение двух сигналов одновременно
должно быть программно запрещено,
выключение обоих сигналов приводит к
остановке двигателя. Ось также снабжена
одним концевым выключателем и датчиком
оборотов, с помощью которых может быть
определено положение оси. Такая
конфигурация требует инициализации
крана, при которой все оси перемещаются
в положения, в которых срабатывают
концевые выключатели. После этого
возможно определение положения оси с
помощью датчика оборотов – положение
оси задается количеством оборотов. При
включении контроллера программа
осуществляет данную инициализацию и
устанавливает все оси в положение
готовности для захвата детали. Такая
же инициализация проводится также после
каждых 10 циклов переноса детали с целью
исключения возможных накопившихся
ошибок в счетчиках положения осей.
ука-робот
состоит из трех осей и захвата. Каждая
ось (в том числе и захват) управляется
одним реверсивным двигателем, которому
в программе соответствует два управляющих
дискретных сигнала – соответственно
для движения в одну и другую сторону.
Включение двух сигналов одновременно
должно быть программно запрещено,
выключение обоих сигналов приводит к
остановке двигателя. Ось также снабжена
одним концевым выключателем и датчиком
оборотов, с помощью которых может быть
определено положение оси. Такая
конфигурация требует инициализации
крана, при которой все оси перемещаются
в положения, в которых срабатывают
концевые выключатели. После этого
возможно определение положения оси с
помощью датчика оборотов – положение
оси задается количеством оборотов. При
включении контроллера программа
осуществляет данную инициализацию и
устанавливает все оси в положение
готовности для захвата детали. Такая
же инициализация проводится также после
каждых 10 циклов переноса детали с целью
исключения возможных накопившихся
ошибок в счетчиках положения осей.
Захват детали инициируется моментом, когда конвейер закончил выгрузку детали. Дальнейшие движения руки жестко заданы в координатах осей за неимением каких-либо внешних датчиков для определения положения руки. Поэтому для правильной работы стенда важно всегда соблюдать правильное расположение оснований конвейера и руки.
Варианты задания выдаются преподавателем, а для студентов, обучающихся по дистанционным технологиям, представлены в табл. 4.1.
Таблица 4.1
Варианты заданий для студентов ДОТ
№ вар. |
Элемент макета |
№ вар |
Элемент макета |
1 |
Загрузочный конвейер |
2 |
Разгрузочный конвейер |
3 |
Шибер №1 |
4 |
Система подъема руки ПР |
5 |
Станочный модуль 1 |
6 |
Система поворота ПР |
7 |
Станочный модуль 2 |
8 |
Система выдвижения схвата ПР |
9 |
Шибер №2 |
10 |
Схват ПР |