

Технические данные:
напряжение питания 24 В;
потребляемый ток 4 А;
вес 4,5 кг;
габаритные размеры 420x300x83.
Рис. 1.8
Системы координат.
В процессе подготовки управляющих программ для станков с числовым программным управлением положение заготовки рассматривается относительно рабочих органов станка и инструмента. При ее закреплении на станке с помощью различных приспособлений фиксируется положение будущей детали относительно начального положения рабочих органов станка, определяющих и положение режущего инструмента.
Траектория инструмента строится относительно контура детали, а затем преобразуется в движение соответствующих рабочих органов станка. Для этого используются системы координат детали, станка и инструмента.
В станке используется прямоугольная система координат (рис. 1.9) с рабочим пространством станка, расположенным в области отрицательных значений осей системы координат станка.

Рис. 1.9
Началом этой системы координат является нулевая точка станка. Здесь все оси имеют позицию, равную нулю. Эта точка имеет только одно начало отсчета, которое определяется производителем станка.
Нулевая точка детали выбирается программистом, являясь и исходной точкой движения режущего инструмента и нулевой точкой центра системы координат детали.
Программист самостоятельно выбирает нулевую точку детали, из которой программирует начало движения режущего инструмента.
Для перехода из нулевой тачки станка (системы координат станка) к нулевой точки детали (системы координат детали) программным методом вводят смещение (Programmable offset G158, рис. 1.10).
Программисту необязательно знать фактические движения, осуществляемые на станке: двигается деталь или инструмент. Обработка представляется так, как будто деталь находится на месте, а инструмент движется по контуру вдоль детали.

Рис. 1.10.
Крепление детали.
Для обработки деталь крепится на станке. При этом деталь необходимо расположить таким образом, чтобы оси системы координат детали были параллельны осям системы координат станка (рис. 1.11). Возникшее смещение нулевой точки станка к нулевой точке детали вычисляется для каждой оси и заносится в предусмотренный диапазон данных для устанавливаемого смещения нулевой точки.
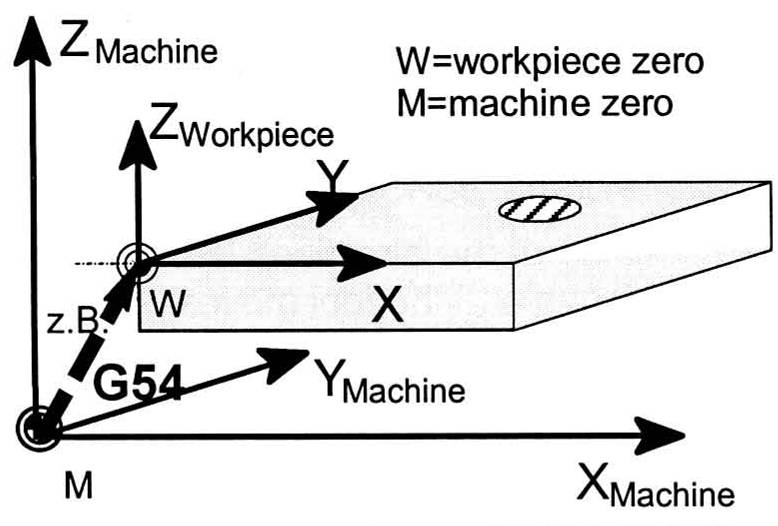
Рис. 1.11
Рабочие зоны.
Основные функции системы управления и окна на дисплее объединены в рабочие зоны, как указано на рис. 112.
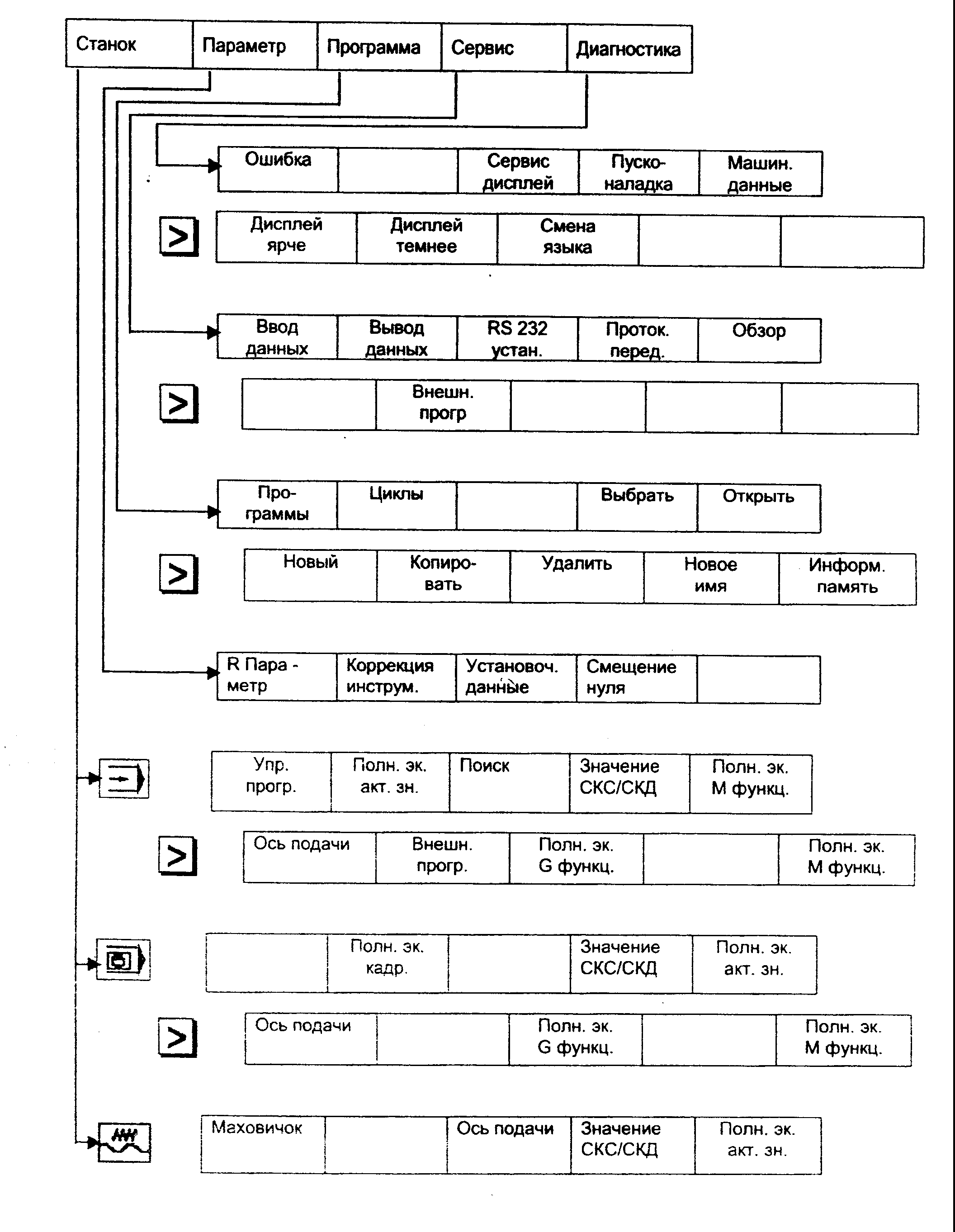
Рис. 1.12
При нажатии клавиши Рабочая зона станка
о ткрывается
окно рабочей зоны станка.
ткрывается
окно рабочей зоны станка.
При нажатии клавиши Переключения рабочих зон

можно переходить из одной рабочей зоны в другую рабочую зону: Станок, Параметры, Программы, Сервис, Диагностика.
К лавиша
лавиша
вызывает скрытые функциональные клавиши установленной рабочей зоны.
К лавиша
лавиша
является клавишей повторного вызова.
В. Программа проведения лабораторной работы
Включение станка. После подачи напряжения питания на станок автоматически включается ручной режим работы и на дисплее через несколько секунд устанавливается окно, в верхней центральной части которого находятся символы (слова) Jog ручной режим управления и REF перемещение начала отсчета. Если теперь нажать клавишу Jog, то, во-первых, пропадет символ REF, и, во-вторых, откроется окно для произвольного ручного перемещения режущего инструмента (рабочая зона станка, рис. 1.13). Если же нажать клавишу REF, то появится новое окно с символом REF, в котором возможно произвести перемещение начала отсчета, т. е. совместить нулевую точку станка с центром системы координат станка.
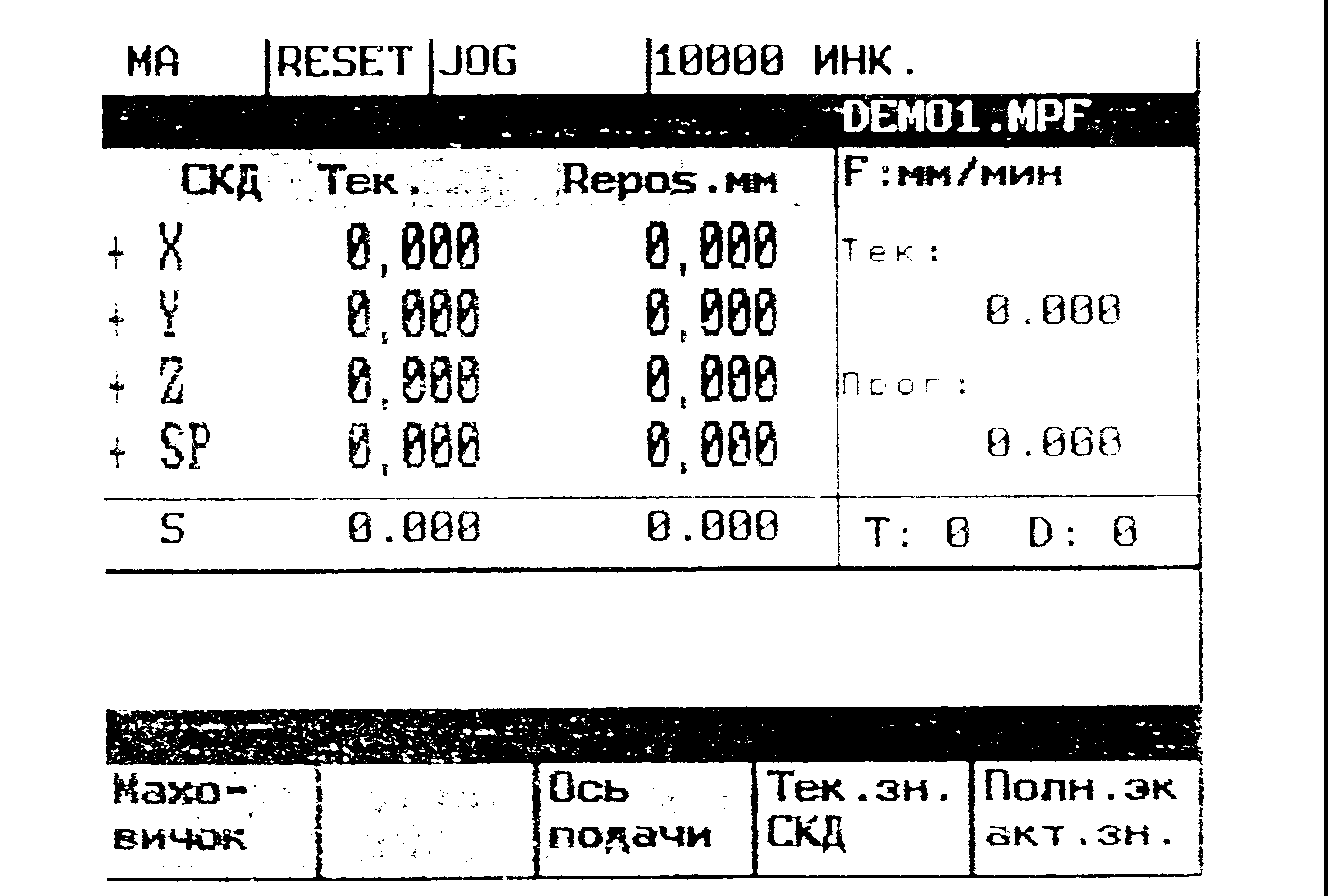
Рис. 1.13
Перемещение начала отсчета. Прежде чем приступить к дальнейшей работе на станке, необходимо установить нулевую точку стола в центр системы координат станка. Нулевая точка стола и центр системы координат станка не выбираются, а задаются разработчиком станка.
Для выполнения этой операции необходимо нажать клавишу REF
П![]() оявится
окно, в котором указаны следующие
столбцы:
оявится
окно, в котором указаны следующие
столбцы:
адреса осей +x, +y, +z;
нулевые значения координат;
символы настройки;
скорость подачи режущего инструмента в процентах от станочных констант (100%);
частота вращения силового привода в процентах от станочных констант (100%).
Нулевые значения координат обозначают место, в котором появляются текущие координаты положения нулевой точки стола при его перемещении в центр системы координат станка. В процессе перемещения нулевой точки стола текущие координаты могут принимать различные величины, но в конечном итоге должны стать равными нулю. Считается, что в этом случае нулевая точка стола попала в центр системы координат станка.
Символы настройки указывают, выведена ли нулевая точка стола в центр системы координат станка по той или иной координате:
не выведена;
выведена.
Для обеспечения процесса перемещения необходимо воспользоваться клавишами:
для перемещения вдоль оси x нажать клавишу +x;
для перемещения вдоль оси y нажать клавишу +y;
для перемещения вдоль оси z нажать клавишу +z.
Последовательно друг за другом вводится перемещение для каждой оси. Клавиши +x, +y, +z держатся нажатыми до тех пор, пока в окне против каждого адреса оси не установится ноль.
Задание 1. Переместить начальную точку стола в центр системы координат станка в ручном режиме.
Произвольное перемещение режущего инструмента в ручном режиме. Для перемещения режущего инструмента в ручном режиме необходимо нажать клавишу Jog Ручной режим
П оявится
окно (рис. 1.13), в котором даны:
оявится
окно (рис. 1.13), в котором даны:
адреса осей +x, +y, +z;
столбец (Текущие), в котором указываются текущие координаты режущего инструмента при перемещении;
расстояние (Расстояние мм), на которое должна переместиться начальная точка стола, чтобы попасть в центр системы координат станка;
скорость подачи режущего инструмента в процентах от станочных констант (100%);
частота вращения силового привода в процентах от станочных констант (100%0.
Для включения процесса перемещения режущего инструмента вдоль той или иной оси необходимо нажать соответствующую клавишу на панели управления станком:
для перемещения вдоль оси x нажать клавишу +x или -x;
для перемещения вдоль оси y нажать клавишу +y или - y;
для перемещения вдоль оси z нажать клавишу +z или - z.
До тех пор, пока та или иная клавиша нажата, режущий инструмент будет непрерывно двигаться со скоростью, заданной в станочных константах.
Задание 2. Переместить режущий инструмент приблизительно:
по оси x на -50 мм;
по оси y, на -60 мм;
по оси z на -70 мм.
Произвольное
перемещение режущего инструмента в
ручном режиме на быстром ходу. ![]() Для
реализации этого режима необходимо
выполнить условия п 3 и не отпуская
нажатую клавишу той или иной оси (x,
y,
z),
нажать клавишу Наложение
ускоренного хода
Для
реализации этого режима необходимо
выполнить условия п 3 и не отпуская
нажатую клавишу той или иной оси (x,
y,
z),
нажать клавишу Наложение
ускоренного хода
Задание 3. Переместить по оси x режущий инструмент на быстром ходу приблизительно на –100 мм.
Размер шага. Нажимая клавишу VAR можно задавать размер шага 1 (0,01мм), 10 (0,1мм), 100 (1мм) и 1000 (10мм) при единичном нажатии клавиш x, y, z. Это дает возможность обеспечить точное ручное позиционирование режущего инструмента. Выбранное число указывается в верхнем правом углу окна.
Задание 4. Переместить по оси y режущий инструмент точно на -25мм.
Задание скорости подачи. При включении ручного режима перемещения режущего инструмента скорость подачи определяется станочной константой. Она устанавливается нажатием клавиши
( 100%
скорости, заданной станочной константой)
100%
скорости, заданной станочной константой)
Для увеличения скорости подачи необходимо нажать аналогичную клавишу, но со знаком плюс (+) вместо 100. Скорость будет устанавливаться 1, 2, 4, 6, 8, 10, 20, 30, 40, 50, 60, 70, 80, 85, 90, 95, 100, 105, 110, 115, 120 процентов от станочной константы. Аналогичным образом скорость будет уменьшаться при нажатии клавиши со знаком минус (). При реализации режима перемещения режущего инструмента в окне указывается действующее значение скорости подачи.
Задание 5. Произвести перемещение режущего инструмента на произвольную величину по оси x на скорости подачи 4% от станочной константы. Повторить перемещение на скорости подачи 120% от станочной константы.
Частота
и направление вращения силового привода.
П ри
включении ручного режима частота
вращения силового привода определяется
станочной константой. Она устанавливается
нажатием клавиши (100% частоты, заданной
станочной константой)
ри
включении ручного режима частота
вращения силового привода определяется
станочной константой. Она устанавливается
нажатием клавиши (100% частоты, заданной
станочной константой)
Для увеличения частоты вращения необходимо нажать аналогичную клавишу, но со знаком (+) вместо 100. Кождое нажатие этой клавиши увеличивает частоту вращения на определенный процент от станочной константы. Аналогичным образом частота уменьшится при нажатии клавиши со знаком минус (). При реализации режима включения частоты вращения силового привода в окне указывается действующее значение частоты вращения шпинделя.
Направления вращения силового привода задаются нажатием клавиш с названиями Spindle Left (вращение левое), Spindle Right (вращение правое) и Spindle Stop (остановка).
Задание 6. Включить левое вращение силового привода с частотой 50% от станочной константы. Не останавливая вращение изменить частоту вращения на 100% от станочной константы. Остановить вращение.