

Предложить и обосновать технологию изготовления вино – водочной этикетки /сухой/ красочностью 5 красок. Формат этикетки 9х11 см. Указать характер спуска, тип, красочность и формат печатной машины, параметры красок и бумаги.
1. Бумага для печати этикетки,сухих (бумага этикеточная одност. мелования) предназн. Для нанесения на нее клея: - д.б. влагостойкой(не д. деформиров.), - оборотная сторона при нанесении клея, более шершавая,менее сладк.Гладкость лицевой стороны приблиз-но 400 сек.
Бумага этикеточная (мелованная).Гладкость таких бумаг=400сек.
2. Красоч-ть 5 красок. 4 триадные, 1 пантон
3. Машина 50*70 4-х красочная офсетная листовая

Этикетки,если расположены без зазора, должны касаться друг друга либо белой,либо фоновой стороной. По бокам на оставшемся пространстве расположить шкалы контроля и метки. Распологаем этикетку на спуске с технолог. зазором неск. мм. Внизу д.б. поля для захватов не менее 2-х см. С 3-х остальных сторон отступ от края 1см. Обрезать этикетку можно под край этикетки, либо с полями. По ГОСТу направление волокна отливки бумаги д.б. паралл. дну бутылки, этикетка д. стоять
Предложить и обосновать технологию изготовления обертки для шоколада. Красочность 5 красок/ 4 триадных+1смесевая. Формат заготовки 20х22. Указать характер спуска, красочность и формат печатной машины, параметры краски и бумаги.
для печати обертки для шоколада используется этикеточная плотностью до 90 г/м2 , одностороннего мелования, высокой гладкости до 400с невлагостойкая бумага
Красочность 5 красок: 4 триадных CMYK+1 смесевая (пантонная)
Машина 50х70, 4-х красочная, офсетная листовая
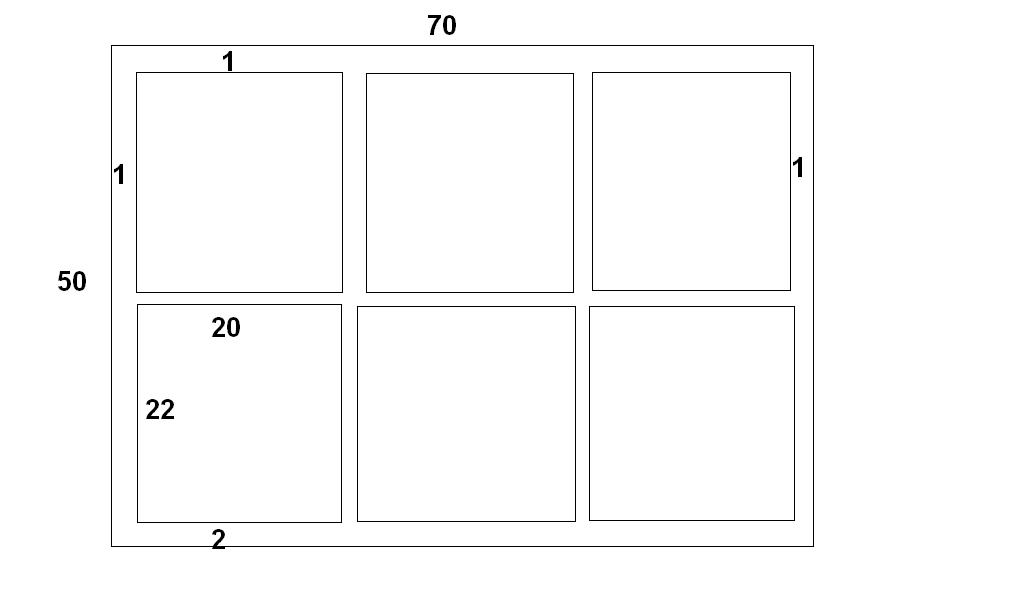
Если этикетки (обертки) одинаковые по цветам, то их можно располодить вплотную. Если нет, то располагаем их с технологическим зазором в несколько мм. Обрезка обертки под край. Поля для захватов 2 см с остальных сторон отступ 1 см от края. По краю на оставшемся пространстве могут быть расположены шкалы контроля и метки.
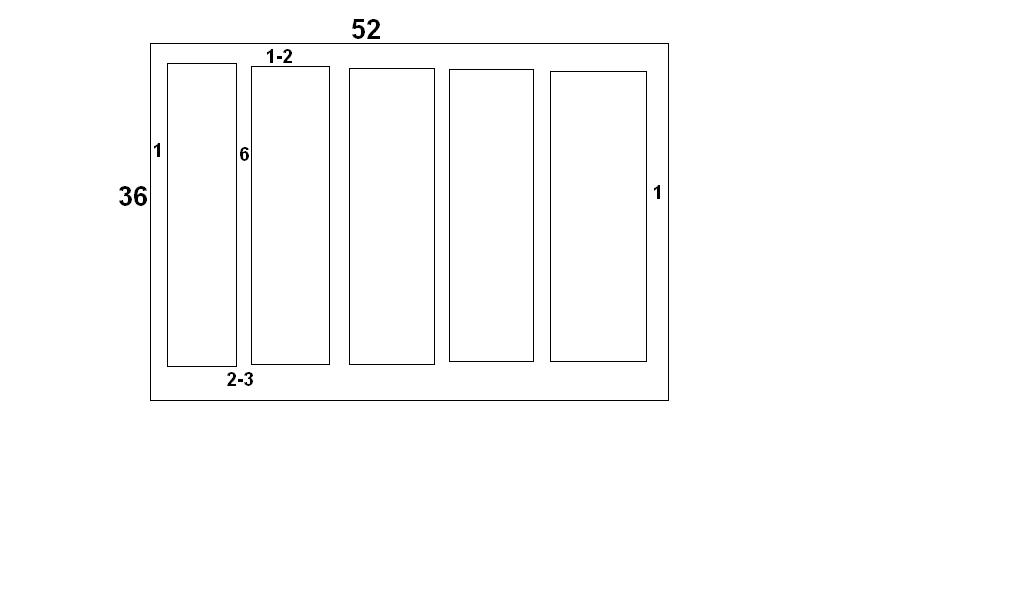
4.Предложить и обосновать технологию изготовления этикетки для бутылок с соком. Размер 9,5х25 см. Красочность 4 краски. Этикетно-фигурная. Казать характер спуска, тип, красочность и формат печатной машины.
1)Бумага для печати этикетки предназначена для нанесения на нее клея
-должна быть влагостойкой (не должна деформироваться при нанесении клея)
-оборотная сторона более шершавая, менее гладкая
Гладкость лицевой стороны ~400c
2) Красочность 4 краски CMYK
3) Машина офсетная листовая 4-х красочная 36х52
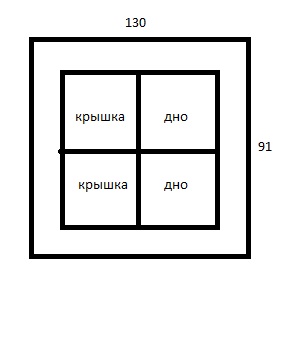
5. Рассчитать длительность процесса печатания и расход зм при изготовлении коробки для конфет офсетным способом печати со следующими параметрами:
Красочность: верх 5 красок (4тр+1см), низ 3 кр (2тр+1см)
Формат заготовок: 40х40
Тираж: 100 тыс. экз.
Машина Rapida 130
Формат 91х130
Спуск
Тираж 100 тыс. экз
Прогонный тираж = 100 тыс экз
В первый прогон запечатываем триадные краски
Во второй – смесевые
На одной форме располагаются 2 экземпляра (2 верха и 2 низа), следовательно прогонный тираж 100 тыс. экз. (50 тыс 1 прогон и 50 тыс 2 прогон)
Определение времени на приладку:
2 приладки: tприл1 – приладка 4-х красок, tприл2 – приладка 2-х красок пантона (разных)
Старая норма на приладку составляет 30 мин на 1 краскоформу
Современные печатные машины требуют 0,6 этого времени, т.е. 18 мин на 1 краскоформу
tприл1 = 18∙4 = 72 мин
tприл2 = 18∙2 = 36 мин
Tприл = 72 мин + 36 мин = 108 мин = 1,8 часа
Технологическая скорость не соответствует заявленной: заявленная 18000 об/ч -> технологическая скорость 15 000 об/ч
tпеч 1 = 50/15 = 3,3 ч
Tпеч1 = tпеч 1 + tприл 1 = 1,2 + 3,3 = 4,5 ч
Скорость печати второго прогона м.б. выше, т.к. печатаем в 2 краски
tпеч 2 = 50/16 = 3,12 ч
Tпеч2 = tпеч 2 + tприл 2 = 0,6+ 3,12 = 3,72 ч
Tпеч общ = 8,22 ч
Определение расхода ЗМ
Расход картона = Расход прил. + Расход печ.
Расход на приладку:
Норма – 25 листов на каждую краскоформу
Норма отх на технические отходы – 1,4%
Норма отр на (резку) высечку – 0,3%
На приладку: 25∙6 = 150 листов
На тех. отр.: (100∙1,4)/100 = 1,4 тыс. лист.
На высечку: 150 листов
Суммарн. отход: 150+1400+150=1700 листов
Расход бумаги: 50 000 + 1700 = 51 700 листов
Масса картона
Лист стандартного формата 90Х120
S= 0,9∙1,2 = 1,08 м2
Масса листа: 300 г/м2
Масса картона: 1,08∙300∙51700 = 16 750,8 кг
7 задача.
Рассчитать длительность процесса печатания и расход матераила упаковки чайных пакетов
Красочность 5 красок (4+1) , формат заготовки 28 х 46
Тираж 1 000 000 экз, под форму 70 х 100
Машина Rapida 108, офсет листовая, 5 секций рабочий формат 70 х 100
Входит 4 сюжета
Прогонный тираж 1000000/4= 250 000 экз
Tприл=40 мин=0.66 ч
Vпеч=15000
Tпеч= 250 000/15000=16,7 ч
Tпеч=0.66+16.7=17.4 час
2)Расход
На приладку 125л
На т.о.-1.4%=3500 л
На восс.-0.3 %=750 л
Расход картона 250000+125+3500+750=254375 л
Масса материала
Формат 70 х 100, 250 г/м2
Мобщ=0.7х250х254375=44515,6 кг
6.Рассчитать длительность процесса печатания и расход запечатываемого материала при изготовлении офсетным способом печати коробки для кукурузных хлопьев со следующими параметрами:
красочность 5 красок /4 триадных + 1 смесевая/
формат заготовки 29х51 см
тираж 500 тыс. экз.
Решение
Машина Rapida 130
Формат 91х130 5красочная
Спуск полос
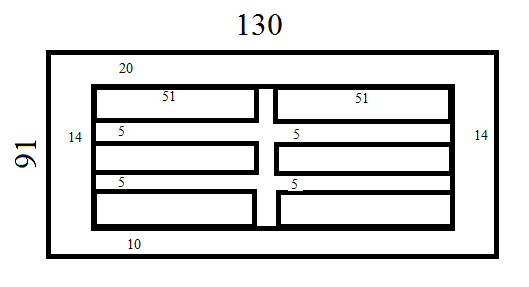
Прогонный тираж= 500 000/6=83333,3
Определение времени на приладку
Нормы из 5
tприл=18*5=90 мин=1,5 ч
vпечати=15000 лист/ч
tпечати=83333/15000=5,6 ч
Tпечати тиража=1,5+5,6=7,1 ч
Расход зап/материала
Смотри задачу 5
На приладку 25*5=125 лист
На т.о (83333,3*1,4)/100=1168 лист
На высечку (83333,3*0,3)/100=250 лист
Ʃотходов= 125+1168+250=1543 лист
На тираж : 83334+1543=84877 лист≈85 тыс лист
Масса картона 250-300 г/м2
Лист стандарт формы 90х120
300*85 000*0,9*1,2=27540 кг
8.Рассчитать длительность процесса печатания и расход запечатываемого материала при изготовлении офсетным способом печати упаковки для чая со следующими параметрами:
красочность 6 красок /4 триадных + 2 смесевая/
формат заготовки 24х43 см
тираж 600 тыс. экз
Машина под формат бумаги 60 х 90
4-х красочная два прогона
Мкарт=250 г/м2
Vп.м.=12 000
Считать 10 и 11 тыс отт в час
4 загот
Рассчитать длительность процесса печатания и расход запечатываемого материала при изготовлении офсетным способом печати коробки для DVD дисков со следующими параметрами:
красочность 6 красок /4 триадных + 2 смесевая/
формат заготовки 32х41,5 см
тираж 200 тыс. экз.
Машина: Rapida 130, 70х100, 4-красочная
Формат бумаги: 70х100
Бумага: 250г/м2
4 штуки на листе
2 прогона
Рассчитать длительность процесса печатания и расход запечатываемого материала при изготовлении коробки для конфет офсетным способом печати. Параметры коробки:
красочность верх 5 красок /4 триадных + 1 смесевая/
низ не запечатан
формат заготовки /одного элемента/ 35х21 см
тираж 60 тыс. экз.
Машина: Rapida 130, 91х130
Формат бумаги: 90х120
Заготовки: 9 шт.
Бумага: 300г/м2
Красочность машины: 5 красок
11. Предложить и обосновать технологию запечатывания полиэтиленовой пленки для упаковывания свежезамороженных овощей ( указать способ изготовления и параметры печатных форм, способ монтажа печатных форм, тип и параметры печатной машины, технологию печати т тип печатных красок).
1. Требования к упаковке, свойства упаковки.
Запечатанная упаковка на предприятие, где производится упаковывание продукции, поставляется в виде бобин заданного размера.
Упаковка должна быть красочна, так как предназначена для розничной продажи (в том числе и для магазинов самообслуживания) и должна привлекать внимание к себе.
Предназначена для хранения при низкой температуре: должна быть морозоустойчивой, влагостойкой, так как в морозильных камерах часто образовывается лед, то стойка к проколам и царапинам.
2. Запечатываемый материал – ПЭ (высокой плотности), поставляется в виде рулона; целесообразно запечатывать флексографским способом печати.
3. Способ изготовления и параметры печатных форм.
Требований к качеству печати не оговорено, то будем использовать аналоговую технологию изготовления флексографских фотоплимерных печатных форм (ФППФ).
а) Подготовка пластины: резка по формату негатива с учетом припусков.
б) Предварительное экспонирование оборотной стороны пластины (со стороны полиэфирной подожки) для формирования основания будущих печатающих элементов и для увеличения адгезии (сцепления) между фотополимерным слоем и полиэфирной подложкой, а также для очувствления самого фотополимеризующегося (рельефного) слоя. В том числе эта операция оказывает значительное влияние и на закрепление мелких печатающих элементов, особенно тонких растровых элементов.
в) Основное экспонирование – воздействие УФ-излучением на фотополимеризующийся слой через негатив, который укладывается эмульсионной стороной и под вакуумом (через вакуумную пленку), в результате чего происходит реакция фотополимеризации на будущих печатающих элементах.
г) Вымывание – удаление незаполимеризованного материала с пробельных элементов будущей формы под действием мыльного (щелочного) водного раствора и при помощи щеток, что тем самым формирует возвышающие печатающие и углубленные пробельные элементы на поверхности печатающих форм.
д) Сушка горячим воздухом. Вследствие этого происходит испарение растворителя с поверхности и глубины формы под действием горячего воздуха определенной температуры (60-65°С).
е) Окончательная (финишинговая) обработка- воздействие коротковолновым УФ-излучением посредством специальных ламп для устранения, появляющейся в процессе вымывания и сушки формных пластин, липкости поверхностного слоя форм.
ж) Дополнительное экспонирование – воздействие УФ-излучением по всей поверхности печатной формы без вакуума и негатива для полной полимеризации печатающих элементов формы и увеличения тиража и износостойкости готовой печатной формы.
Параметры печатных форм.
ФППФ средней твердости, так как запечатываемый материал ПЭ – гладкий.
Твердость 50-55÷60 единиц по Шору.
Толщина формы зависит от печатной машины, а именно от величины зазора между формным и печатным цилиндрами.
Машину вибираем для печати по пленкам средне- или широкоформатные. У них зазор 3 мм.
Форму можно взять толщиной 2,84 мм и остальное компенсировать двухсторонней липкой лентой на пленочной полимерной основе 0,1-0,3 мм.
Если тонкие формы, то надо применить более толстую ленту для наращивания толщины.
ZB: 1,14 мм; 1,7 мм.
Глубина рельефа на 2,84 мм = 1,1 мм
На 1,7/1,14 мм = 0,7÷0,8 мм
4. Способ монтажа форм.
Монтаж осуществляется на специальной монтажной установке. Имеется видеокамера и дисплей для контроля точности монтажа.
Если форма 2,84 мм, то она крепится на двухстороннюю жесткую липкую ленту на пленочной полимерной основе толщиной 0,1-0,3 мм.
Для монтажа тонкой формы используют липкие ленты на вспененной основе с деформирующими свойствами 0,38 – 1,5 мм + однослойная лента для компенсации толщины.
Общая толщина формы с лентой должна быть чуть больше зазора=3мм+5÷7 мкм.
Или можно применить монтаж на гильзу:
- если гильза обрезиненная – используют ленту толщиной 0,1 мм
- если нет – 0,35-0,5 мм.
Стыки и края формы должны быть заклеены односторонней липкой лентой.
5. Тип и параметры печатной машины.
ПЭ – тянущийся материал, поэтому его можно запечатывать только на машинах планетарного типа, тщательно регулируя натяжение пленки при размотке и намотке.
6. Технология печати и тип печатных красок.
На ПЭ, эскструдированном в виде пленки, напечатать нельзя без подготовки его поверхности - краска не будет закрепляться. Для этого производят активацию поверхности коронацией. Ее можно провести непосредственно на эсктрудере (но стоит помнить эффект обработки держится на пленке в течение нескольких недель), либо на печатной машине, перед процессом печати в специальной секции (в данном случае, ФППФ должна быть устойчивой к воздействию озона, который образуется при коронации).
Нанесение краски на форму осуществляется с помощью анилоксового вала.
Ячейки на анилоксовом валике повернуты на 60°; такое расположение увеличивает количество ячеек на единицу площади, обеспечивает более однородную печать, улучшенная передача краски, повышенная контрастность.
Чем меньше линиатура анилоксового вала, тем больше размер ячейки (см3/м2), соответственно, больше объем передаваемой краски.
Плашка и растрированные структуры печатаются во флексографской печати в разных секциях.
|
Количество передаваемой краски см3/м2 |
Линиатура, лин/см |
картинка |
2,5 – 4,8 |
320 – 400 |
текст |
5,0 – 7,0 |
260 – 280 |
плашки |
7,0 – 14,0 |
100 – 220 |
Краски используем на органических растворителях (сольвентные) вязкостью 19-25 сек (закрепление идет за счет испарения растворителя). Связующее – поливинилхлорид (разбавитель – этиацетат), для ускорения высыхания используют добавки в виде этилацетата, для замедления сушки - этоксипропанол или метокосипропанол.
12.Предложить и обосновать технологию запечатывания самоклеящихся этикеток для упаковки кетчупа (указать способ изготовления и параметры печ.формы, способ монтажа печ.формы, тип и параметры печатной машины, технологию печати, отделки и тип печатных красок)