

2. Лабораторная работа 1
ИЗМЕРЕНИЕ НАРУЖНОГО РАЗМЕРА
ВЕРТИКАЛЬНЫМ ОПТИМЕТРОМ
Ц е л ь р а б о т ы: изучить конструкцию вертикального оптиметра и способы измерения с его помощью; определить предельные размеры калибра, измерить действительный размер, сравнить его с предельно допустимыми значениями и дать заключение о годности калибра.
2.1. Контролируемый параметр
В данной лабораторной работе необходимо проконтролировать рабочую проходную (ПР) или непроходную (НЕ) калибр-пробку. По прилагаемому чертежу детали, контролируемой калибром, или по маркировке самого калибра, используя таблицы стандартов [4, 5], строят поля допусков отверстия и проходной и непроходной сторон (рис. 2.1).
Предельные размеры детали (отверстия) определяются по формулам:
Dmax = D + ES; (2.1)
Dmin = D + EI, (2.2)
где D – номинальный размер отверстия;
ES и EI – верхнее и нижнее предельные отклонения отверстия [4].
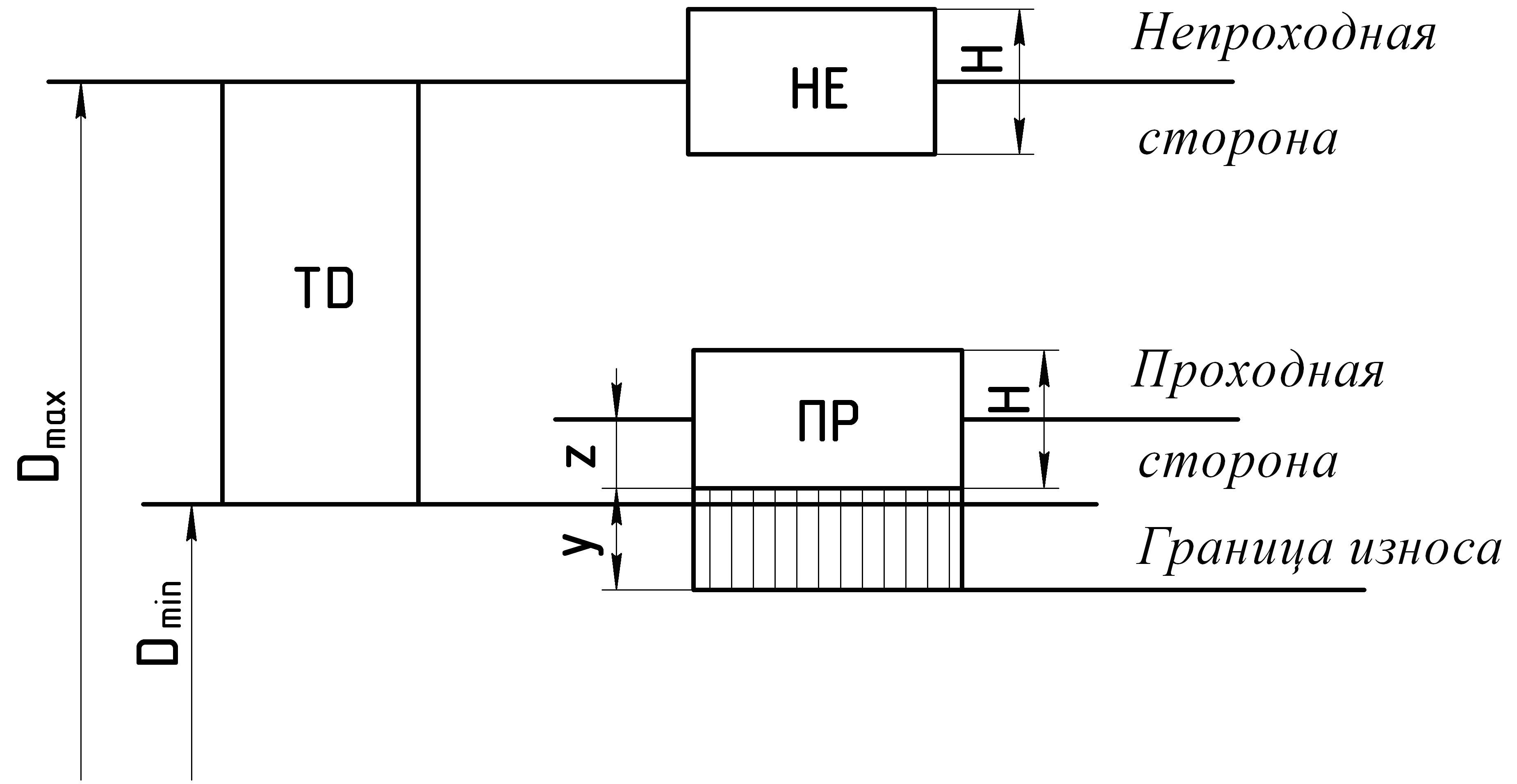
Рис. 2.1. Поля допусков проходной и непроходной сторон
Предельные размеры калибров рассчитываются по формулам:
ПРmax = Dmin + z + H/2; (2.3)
ПРmin = Dmin + z – H/2; (2.4)
ПРизн = Dmin – y; (2.5)
НЕmax = Dmax + H/2; (2.6)
НЕmin = Dmax – H/2, (2.7)
где H – допуск калибр-пробки;
z – смещение поля допуска калибра;
y – допустимое отклонение на износ.
Величины H, z и y могут быть определены в зависимости от квалитета по стандарту [5] или по прил.1 данных методических указаний.
2.2. Описание вертикального оптиметра
Вертикальный оптиметр предназначен для измерения только наружных размеров, он имеет цену деления 0,001 мм, предел измерения по шкале ±0,1 мм, а в целом от 0 до 180 мм. Основная часть оптиметра – трубка 1 (рис. 2.2), она закрепляется в кронштейне 4 и фиксируется винтом 5. Верхняя плоскость основного столика 6 имеет гладкую или ребристую поверхность и должна располагаться перпендикулярно оси измерения. Для проверки перпендикулярности
Рис. 2.2. Вертикальный оптиметр |
верхней плоскости столика используется концевая мера номинальным значением от 10 до 20 мм. Концевую меру укладывают на столик, подводят наконечник 7 к ее поверхности с помощью гайки 10 и добиваются появления в окуляре шкалы прибора. Затем, застопорив винтом 9 положение кронштейна 4 с трубкой 1, плавно подвигают концевую меру влево – вправо и от себя к себе. Если положение шкалы относительно указателя будет неизменным, то перпендикулярность плоскости выдержана. Если шкала будет смещаться, то перпендикулярность плоскости следует выставить вращением |
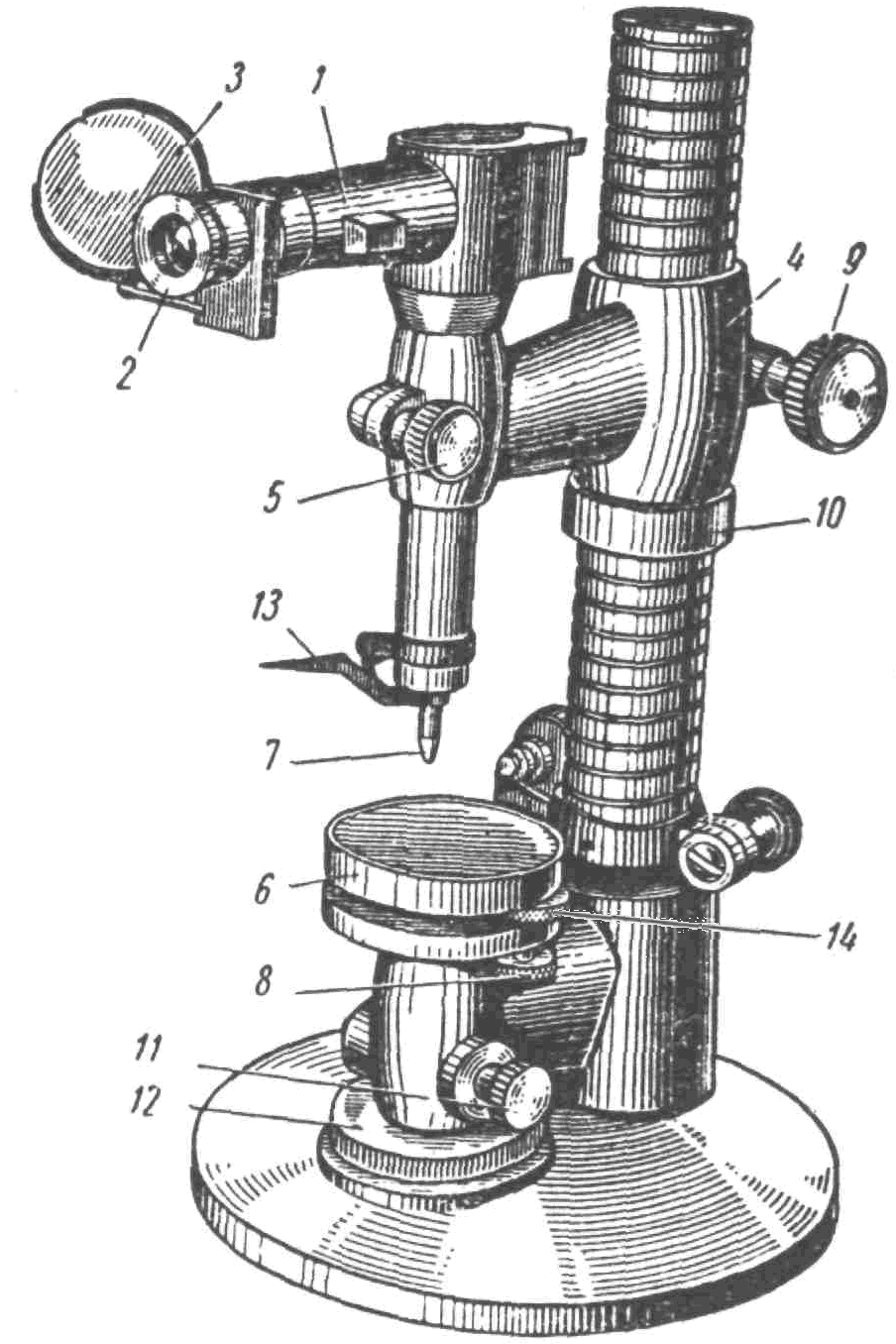
винтов 8, при этом столик будет изменять свое положение. После окончательной проверки перпендикулярности плоскости производится фиксация ее винтами 14, расположенными между основным и дополнительным столиками.