

Уловлювачі для припою скорочують ймовірність утворення перемичок
Рис. 11.27. Правила орієнтації корпусів компонентів під час паяння хвилею припою.
Орієнтація компонентів при інших методах паяння є менш критичною. Проте, з метою збільшення продуктивності складання, поліпшення якості паяння і полегшення контролю рекомендується забезпечувати однакову орієнтацію і групування однотипних корпусів компонентів на друкованій платі.
11.6. Паяння поверхнево-монтованих компонентів
11.6.1. Паяння хвилею припою
Метод паяння хвилею припою виявився ефективним при реалізації змішаних варіантів складання і монтажу друкованих вузлів апаратури. На практиці було встановлено, що якість паяних з'єднань в значній мірі визначається геометричними розмірами хвилі, її формою і швидкістю. При паянні хвилею припою плати, встановлені на транспортері, піддаються попередньому нагріву, що виключає тепловий удар на етапі паяння, а потім проходять над хвилею припою. Сама хвиля, її форма і динамічні характеристики є найважливішими параметрами технологічного процесу і устаткування для паяння. Змінюючи характеристики сопла можна міняти форму хвилі. У найпростіших установках паяння хвилею застосовується симетрична хвиля, проте краща якість паяння виходить при використовуванні несиметричної форми хвилі (у вигляді грецької букви "омега", Z-подібної, Т- подібної і ін.).
Напрям і швидкість руху потоку припою, що досягає плати, також можуть варіюватися, але вони повинні бути однакові по всій ширині хвилі. Кут нахилу транспортера для плати теж регулюється. Деякі установки для паяння хвилею обладнуються дешунтуючим повітряним ножем, який забезпечує зменшення кількості перемичок припою. Ніж розташовується зразу ж за ділянкою проходження хвилі припою і включається в роботу, коли припій знаходиться ще в розплавленому стані на друкованій плати. Вузький потік нагрітого до 400 °С повітря, що рухається з високою швидкістю, відносить з собою надлишки припою, тим самим руйнуючи перемички і сприяючи видаленню залишків припою. Вдосконалення устаткування і пристосувань (зокрема сопел) для паяння хвилею припою сприяло отриманню керованої високошвидкісної хвилі припою, яка не залишає перемичок між провідниками, розташованими з кроком 0,15 мм і більше. Проте, із збільшенням густини розміщення компонентів при поверхневому монтажі створюється ряд проблем, пов'язаних як з конструкцією плати, так і з особливостями паяння хвилею припою:
- непропаювання .L- подібних виводів компонентів через екранування корпусом компонента місця паяння;
- наявність порожнин із захопленими газоподібними виділеннями з флюсу, що заважають дозуванню припою.
Для виключення цих недоліків був розроблений технологічний процес паяння подвійною хвилею припою. При цьому перша хвиля робиться турбулентною і вузькою, вона виходить з сопла під великим тиском, (рис.11.28).
Турбулентність і високий тиск потоку припою виключає утворення порожнин з газоподібними продуктами розкладання флюсу. Однак турбулентна хвиля все-таки утворює перемички припою, що руйнуються другою, більш пологою ламінарною хвилею з малою швидкістю витікання. Друга хвиля має очисну здатність і усуває перемички припою, а також завершує формування галтелей. Для забезпечення ефективності пайки всі параметри кожної хвилі повинні бути регульованими.
Пайка подвійною хвилею припою застосовується, в основному, для одного типу друкованих вузлів: із традиційними компонентами на верхній стороні і монтованими на поверхню простими компонентами (чипами і транзисторами) на зворотній. Деякі компоненти (навіть пасивні) можуть бути ушкоджені при зануренні в припій під час пайки. Тому важливо враховувати їхню термостійкість.
1
2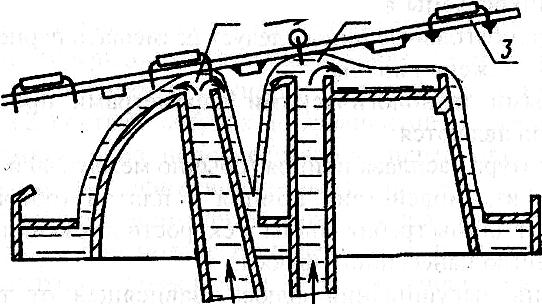
Рис.11.28. Схема паяння подвійною хвилею припою
1-турбулентна хвиля, 2-ламінарна хвиля, 3- друкована плата.
Якщо пайка подвійною хвилею застосовується для монтажу плат із встановленими на їх поверхню компонентами складної структури необхідні певні застереження:
застосовувати поверхнево - монтовані ІС, нечутливі до теплового впливу;
знизити швидкість транспортера;
проектувати друковану плату таким чином, щоб виключити ефект затінення одного компонента з іншим.
Добре рознесені, що не загороджують один одного компоненти, сприяють попаданню припою на кожну необхідну ділянку плати, але при цьому знижується щільність монтажу.