

11.3.2. Послідовність операцій при застосуванні паяння хвилею.
При застосуванні паяння хвилею після розпаковування і очищення плати і підготовки компонентів виконується наступний набір операцій.
1. Нанесення клею. Нанесення клею виконується за допомогою ручного або автоматичного дозатора із спеціальних шприців, в яких клей поставляється. Клей наноситься в області розташування компонентів, що монтуються на поверхню, так, щоб забезпечити приклеювання компонента до плати, але не покрити клеєм контактні площадки. Клей, як правило, наноситься по одній краплі на компонент, або по дві краплі, утворюючи «сідло». Останній спосіб застосовується для компонентів в циліндрових корпусах (наприклад, MELF) для запобігання скочуванню компонента. Установка компонентів на клей необхідна для їх фіксації, інакше компоненти можуть бути змиті хвилею припою.
2. Установка поверхнево-монтованих компонентів. Установка компонентів проводиться аналогічно установці при застосуванні паяння оплавленням. Точність установки компонента при використанні клею повинна бути достатньо високою, оскільки компоненти фіксуються клеєм, і характерного для паяння оплавлення самовирівнювання не відбувається. Точність установки визначається розмірами і розташуванням контактних площадок. Необхідно відзначити, що для компонентів з матричним розташуванням виводів (BGA, CSP, QFN) пайка хвилею не застосовується, оскільки їх контактні поверхні розташовані під корпусом компоненту, і в їх зону доступ хвилі неможливий.
3. Полімеризація клею. Полімеризація клею завершує процес фіксації компонентів. Полімеризація відбувається в сушильних шафах при підвищеній температурі і необхідній вентиляції. Процес полімеризації визначається типом клею, що застосовується.
4. Установка компонентів в отвори. Ця група операцій повністю аналогічна установці компонентів при застосуванні технології монтажу в отвори. Компоненти повинні фіксуватися для забезпечення правильності їх положення в процесі паяння. При застосуванні змішаної технології з паянням хвилею компоненти, що монтуються в отвори, встановлюються з боку, протилежною компонентам, що монтуються на поверхню.
5. Нанесення флюсу. Флюс наноситься на поверхню плати з боку паяння, тобто, з того боку, на який встановлені поверхнево монтовані компоненти.
6. Паяння хвилею. Паяння хвилею здійснюється аналогічно до методу монтажу в отвори. Компоненти, призначені для монтажу на поверхню, витримують дію хвилі припою протягом декількох секунд, тому хвиля може проходити безпосередньо по корпусах компонентів. Після виконання паяння плата може піддаватися відмиванню і сушінню.
11.4. Варіанти виконання поверхневого монтажу
Розрізняють три основні варіанти реалізації поверхневого монтажу:
• суто поверхневий монтаж на платі (односторонній або двосторонній);
• змішано-рознесений монтаж, за якого традиційні компоненти розташовують на робочій стороні плати, а прості компоненти для поверхневого монтажу - на зворотній,
• змішаний монтаж, за якого, наприклад, на робочій стороні здійснюють і традиційний, і поверхневий монтаж, а на зворотній - суто поверхневий (коли традиційні компоненти та складні компоненти для поверхневого монтажу розташовують на робочій стороні плати, а прості поверхнево монтовані компоненти - на зворотній стороні плати).
Варіанти встановлення ПМВ на плату
1. Одностороннє встановлення ПМВ |
|
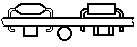
2. Двостороннє встановлення ПМВ |
|
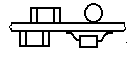
3. Односторонній змішаний монтаж |
|
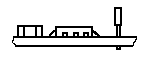
4. Двосторонній роздільний монтаж компонентів |
|
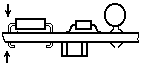
5. Двосторонній змішаний монтаж |
Сторона монтажу ВМО
Сторона пайки ВМО |

11.4.1. Суто поверхневий монтаж (одно - або двосторонній 1 або 2). У цьому випадку число технологічних операцій є мінімальним. На діелектричну основу плати наносять пасту припою методами трафаретного друку. Кількість припою, яка наноситься на плату, повинна забезпечити необхідні електрофізичні характеристики елементів, що вимагає відповідного контролю. Після здійснення позиціонування та фіксації компонентів виконують операцію пайки оплавленням дозованого припою із застосуванням одного із методів, розглянутих у розділі 11.6. У випадку двостороннього поверхневого монтажу на зворотному боці плати фіксуються прості компоненти за допомогою адгезиву. Після затвердіння адгезиву компоненти паяють подвійною хвилею припою або оплавленням дозованого припою, потім здійснюється очищення, контроль і випробування змонтованих плат (в разі необхідності плати перевертаються).
11.4.2. Змішаний монтаж. (3, 4). Існують два різновиди реалізації цього варіанту монтажу. Найчастіше складання починають зі встановлення традиційних компонентів у отвори плати, після чого розташовують компоненти на поверхні плати. В альтернативному випадку спочатку встановлюють компоненти на поверхню плати. Перший варіант застосовують тоді, коли формування і вирубка виводів звичайних компонентів здійснюється попередньо за допомогою спеціальних пристосувань. В протилежному випадку - компоненти, змонтовані на поверхні плати, ускладнюватимуть обрізання виводів, що проходять через отвори плати. Компоненти для поверхневого монтажу доцільно монтувати першими при підвищеній щільності їх розташування, що вимагає мінімальної кількості перевертань плати у процесі виготовлення виробу.
11.4.3. Встановлення традиційних компонентів і складних компонентів для поверхневого монтажу на робочій стороні плати, а простих компонентів на поверхню зворотної сторони. (5) Цей різновид монтажу є, напевно, найскладнішим з усіх існуючих. На першому етапі крізь трафарет наносять пасту припою та встановлюють на робочій стороні плати складні компоненти для поверхневого монтажу пайкою розплавленням дозованого припою. Потім, після встановлення традиційних компонентів (з відповідним обрізанням та фіксацією виводів), плата перевертається, на неї наноситься адгезив та встановлюються компоненти простих форм для поверхневого монтажу (чіп-компоненти).