11.5. Проектування друкованих плат і контактних площадок для пм.
Найчастіше розміри плати вибирають з урахуванням вимог автоматизації складання з ряду 110x170 мм (типові елементи заміни – ТЕЗ), 170x200; 170x280; 150x240. Уніфікація розмірів плати зменшує число регулювань засобів технологічної оснастки і кількість необхідної оснастки.
Товщина плати, як правило, відповідає товщині фольгованого діелектрика, вибирається залежно від вимог, що пред'являються до конструкції виробу, від методу виготовлення плати, маси і габаритів встановлюваних елементів. У переважній більшості випадків вона не перевищує 3 мм.
Координатна сітка вибирається з кроком 2,5; 1,25, 0,625 і 0,5 мм. .
У порівнянні з традиційними, плата для поверхневого монтажу має підвищену густину розміщення електронних компонентів, меншими відстанями між провідниковими елементами і контактними площадками. При проектуванні прагнуть не тільки мінімізувати топологію, розміри посадочних місць і їх розміщення, але і зменшити кількість рівнів металізації друкованої плати і числа перехідних отворів, які виконують роль міжрівневих переходів. Крок між контактними площадками повинен бути мінімальним, але достатнім для запобігання їх замиканню при дозованому паянні. Надмірне зменшення розмірів контактних площадок може приводити до зниження надійності паяних з’єднань, не забезпечуючи якість таких з’єднань. Важливо забезпечити однаковість форми контактних площадок для монтажу кожного компонента. Невиконання цієї вимоги може приводити до зміщення, або навіть підйому компонента на торець (ефект надгробного каменя).
При конструюванні і розташуванні провідників необхідно враховувати наступне:
Провідники застосовувати прямі, паралельні краям плати.
Провідники виконувати мінімального розміру по довжині і максимального по ширині.
Мінімальна ширина провідника – не менше 0,1 мм. Надавати перевагу ширині 0,4 мм
Відстань між провідниками і іншими лініями провідників повинна бути не менше 0,1 мм. Надавати перевагу мінімальній відстані 0,1 мм. Між сусідніми елементами, які проходять паралельно на довжині більше 2,5 мм рекомендується відстань не менше 0,4 мм.
Якщо можливо, слід використовувати одну сторону плати для установки елементів. Двостороннє розташування ускладнює технологію і знижує продуктивність.
Провідники не повинні проходити по краю плати. Мінімальна відстань від краю складає 0,6 мм, надавати перевагу відстані -0,75 мм.
Для автоматизованого складання вузлів на друкованій платі виконують фіксуючі отвори за квалітетом Н9. Їх діаметр і розташування не обмовляється, визначається конструкцією складального автомата. Граничні відхилення на міжцентрову відстань між фіксуючими отворами не повинні перевищувати (±) 0,05 мм, між монтажними отворами і контактними площадками - повинна бути не більш 0,1 мм.
Ширина площадок, які служать для кріплення компонентів з виводами, повинна бути в 3 рази більше діаметра дротяних виводів, або складати 1,5 мм, що завжди більше. Довжина площадки визначається типом компоненту, який повинен бути прикріплений.
При конструюванні друкованої плати необхідно враховувати, що застосування мультиплікативних заготовок плати дозволяє значно збільшити продуктивність складального устаткування за рахунок скорочення допоміжних операцій по перезавантаженню друкованої плати і зчитуванню реперних знаків.
З позицій автоматизованого складання, при конструюванні друкованої плати необхідно враховувати спосіб фіксації плати в устаткуванні. Існують два способи фіксації друкованої плати: по базових отворах і по краях. Базові отвори, як правило, робляться на відстані 5 мм по осях X і У від нижніх кутів друкованої плати. При фіксації плати по базових отворах область, недоступна для установки компонентів, складає 3-10 мм з боку базових отворів і 3-5 мм з протилежної сторони (рис.11.22). При фіксації плати по краях область, недоступна для установки компонентів, складає 4,75 мм з кожного краю згідно міжнародному стандарту SMEMA.

Рис.11.22. Області недоступні для встановлення компонентів.
Для компенсації зсуву малюнку друкованої плати щодо базових отворів і країв і для підвищення точності виконання технологічних операцій застосовують реперні знаки. Відповідно до міжнародного стандарту SMEMA реперні знаки підрозділяються на загальні і локальні.
Загальні реперні знаки (рис.11.23) використовуються для прив'язки до устаткування всього малюнка друкованої плати і при використанні мультиплікаційної друкованої плати підрозділяються на панельні і відбивані реперні знаки. Панельні реперні знаки розташовують на технологічних полях мультиплікаційної заготовки, а відбиваючі безпосередньо на краях окремої плати, що входить в групову заготовку. Для установки складних компонентів або мікросхем з малим кроком виводів можуть знадобитись два локальні реперні знаки поряд з компонентом. На краях плати необхідно розміщувати мінімум 2 загальних реперних знаки по діагоналі, на максимальній відстані.
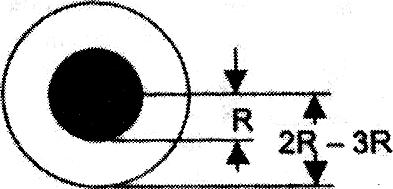
Рис.11.23 Найкращий реперний знак
Поверхня реперного знаку може мати покриття: мідь, золото або олово-свинець, вона повинна мати максимальний рівень контрастності по відношенню до поверхні друкованої плати.
У процесі проектування друкованої плати питання розміщення компонентів вимагають особливого опрацьовування. Конструкція друкованої плати повинна забезпечити максимальну надійність виробу, одночасно конструктор повинен вибирати розміри контактних площадок і відстані між корпусами компонентів з урахуванням способу складання, процесу паяння, візуального і функціонального контролю, а також ремонтопридатності друкованих вузлів. При конструюванні друкованої плати особливу увагу необхідно приділити мінімальним відстаням між контактними площадками сусідніх компонентів. Мінімальні відстані повинні задовольняти виробничим вимогам і забезпечити:
- Установку компонентів із заданою точністю. Наприклад, мінімальна відстань між сусідніми корпусами повинна бути більше, ніж можливий сумарний зсув компонентів при встановленні (рис. 11.24).
1/3
ширини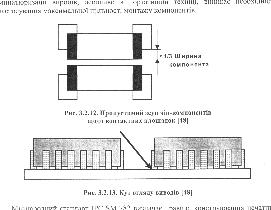
Рис.11.24. Допустиме зміщення чіп – компонентів відносно контактних площадок
- Паяння компонентів. Паяння може здійснюватися вручну, інфрачервоним або конвекційним оплавленням, хвилею припою.
- Можливість візуального контролю, який обмежується максимальним кутом огляду виводів компонента (рис. 11.25)
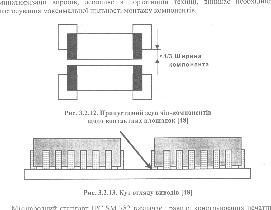
Рис 11.25. Кут огляду виводів.
- Внутрішньосхемний контроль.
- Доступ до компонентів при ремонті. Практично не існує обмежень по максимальній відстані між контактними площадками сусідніх компонентів, чим більше, тим краще. Проте, в сучасних умовах, з урахуванням постійно зростаючих вимог по мініатюризації виробів, особливо в портативній техніці, виникає необхідність застосування максимальної густини монтажу компонентів.
Міжнародний стандарт ІРС-SМ-782 визначає правила конструювання друкованої плати і контактних площадок із застосуванням технології поверхневого монтажу. У стандарті приведені універсальні розміри контактних площадок, незалежно від методу паяння для всіх стандартних корпусів компонентів. Відповідно до стандарту ІРС-SМ-782, мінімальні відстані між контактними площадками сусідніх компонентів повинні складати 0,63-1,5 мм залежно від типів компонентів і їх взаємного розташування.
Для мініатюрних чіп-компонентів 0603, 0402 і 0201 відстані між корпусами можна зменшити, проте при цьому слід пам’ятати, що мінімальна відстань між компонентами повинна бути не менша ніж висота більшого компоненту.
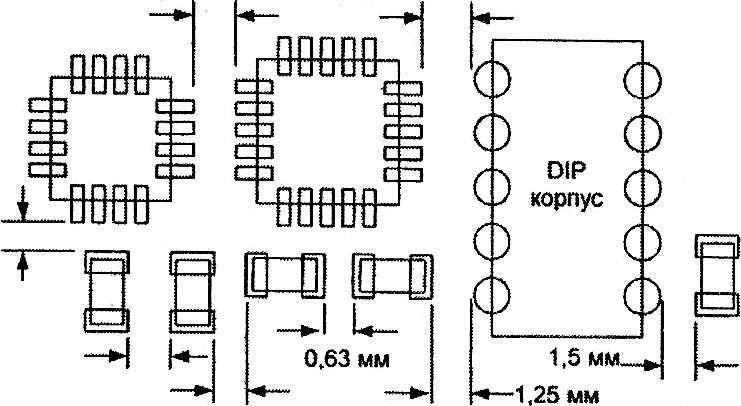
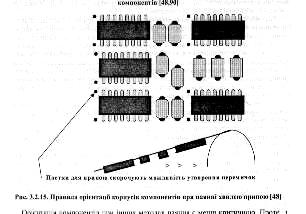
Рис. 11.26. Рекомендовані мінімальні відстані між сусідніми корпусами компонентів.
При використанні паяння хвилею припою до розміщення компонентів на монтажній стороні друкованої плати пред'являються вимоги:
- Всі чіп - компоненти і SО корпуси розташовуються паралельно один одному.
- Довгі сторони SО корпусів і чіп-компонентів повинні розташовуватися у взаємно перпендикулярних напрямах.
- У свою чергу, чіп-компоненти повинні розташовуватися довгими сторонами перпендикулярно напряму руху плати уздовж хвилі (рис.11.27).