

2. 3. 2 Нагрів електрода скінченної довжини дугою при рдз
Дуга розглядається як рухоме плоске джерело теплоти, що рухається зі швидкістю w.
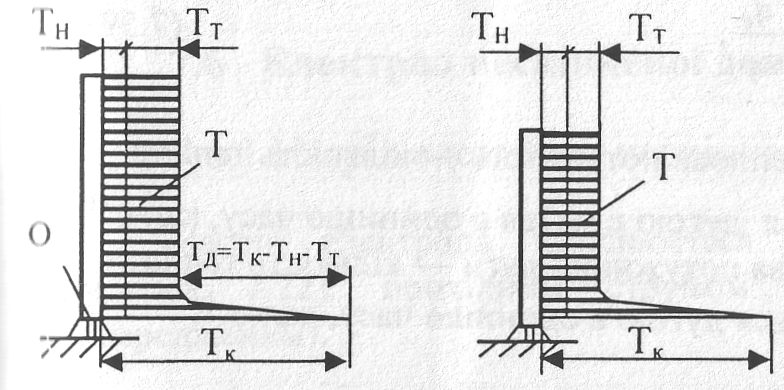
На рисунку 2.3 зображена схема розподілу температури по довжині при ручному дуговому зварюванні електродом, що плавиться при зміні одного з основних параметрів режиму зварювання – довжини електроду.
а) б)
а) довжина електроду l = 450 мм; б) довжина електроду l = 340 мм
Тн – початкова температура електрода
Рисунок 2.3 – Схема розподілу температури по довжині електроду
при РДЗ плавким електродом при зміні довжини електроду
Розподіл температури по довжині електроду від нагріву дугою (дуга має вплив на відстані 8-10 мм від т.О)
(2.7)
де Тк – температура розплавлених капель у т. О;
Тс – температура в електродному матеріалі від струму, що проходить;
а – коефіцієнт температуропровідності, см2/с ;
w – швидкість розплавлення електроду, см/с .
2. 3. 3 Розплавлення електрода скінченної довжини
Нагрів електрода дугою відбувається від температури Тс до Тк. При цьому ентропія електродного матеріалу збільшується від Sс до Sк .В основі розрахунків по розплавленню електрода скінченої довжини полягає рівняння процесу розплавлення електрода , яке має вигляд
![]()
(2.8)
![]()
де — коефіцієнт корисної дії розплавлення електродного матеріалу
 дугою;
дугою;
густина металу електрода, г см – 2 ;
площина перерізу електрода, см – 2;
ентропія розплавлених капель, кал г – 1 ;
ентропія електрода від нагріву струмом, кал г – 1;

(2.9)
д![]() е
– ефективна
теплова потужність – кількість теплоти,
що вводиться
е
– ефективна
теплова потужність – кількість теплоти,
що вводиться
дугою в метал в одиницю часу, кал с– 1 ;
![]() – повна
теплова потужність дуги – кількість
теплоти, що виділяється дугою
в одиницю часу, кал
с–
1
;
– повна
теплова потужність дуги – кількість
теплоти, що виділяється дугою
в одиницю часу, кал
с–
1
;
Швидкість розплавлення електроду

, (2.10)
де l – довжина електроду;
t – час розплавлення електроду.
![]()
Вага розплавленого металу за одну секунду (г с – 1 ) – продуктивність розплавлення
gp = ρωF (2.11)
або
. (2.12)
Ч![]()
![]() им
більше , тим більш gp
.
им
більше , тим більш gp
.
Коефіцієнт розплавлення електродного матеріалу (г А – 1 с– 1 ; г А – 1 год – 1)

, г А – 1 с– 1 , (2.13)
, г А – 1 год – 1 . (2.14)
К![]() оефіцієнт
нерівномірності розплавлення електрода
kн
(
)
оефіцієнт
нерівномірності розплавлення електрода
kн
(
)

, (2.15)
де ωmax та ωmin – максимальна та мінімальна швидкості розплавлення електроду.
Схема розподілу температури по довжині електроду при ручному дуговому зварюванні плавким електродом при зміні ще одного з основних параметрів режиму зварювання – діаметру електрода (рисунок 2.4).
Рисунок 2.4 – Схема розподілу температури по довжині електроду
при РДЗ плавким електродом при зміні діаметра електроду