

Автоматические линии. Область применения, виды и компоновки.
Автоматическая линия, система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющего в определённой технологической последовательности и с заданным ритмом весь процесс изготовления или переработки продукта производства или части его.
Выделяют 3 основных вида автоматических линий:
+ Автоматические линии последовательного действия
+ Автоматическая линия параллельного действия
+ -//- последовательно-параллельного действия (АЛ комбинированного действия)
Лини последовательного действия
Автоматы и линии последовательного действия дифференцируют обработку, разбивая на группы операций, стремясь к одинаковой их продолжительности и располагая в различных позициях согласно принятой технологической последовательности. Обработку ведут во всех позициях одновременно; изделие последовательно проходит через все позиции и обрабатывается в них различными группами инструментов согласно технологическому процессу так, что в обработке одновременно находится число изделий, равное числу позиций.

Рис. 5.1. Развитие структурных схем компоновки автоматических линий последовательного действия
а) - однопозиционном автомат; б), д) Линейная компоновка; в), г) – Круговая компоновка; е) Линейная компоновка с промежуточными накопителями; ж) Круговая компоновка с промежуточными накопителями
Формула производительности автоматической линии

где: w — коэффициент возрастания внецикловых потерь из-за простоев соседних участков
tуч — внецикловые потери одного участка
nуч – кол-во участвков
q – количество рабочих позиций
tpо — суммарное время технологического воздействия согласно принятому технологическому процессу
ΣС — потери по инструменту одного комплекта инструмента
tе — потери по оборудованию одного комплекта механизмов и устройств
Показанные на рис. 5.4 графики зависимости производительности автоматических линий от числа рабочих позиций при различном числе участков показывают, что деление линии на участки позволяет повысить наивыгоднейшую степень дифференциации и концентрации операций технологического процесса.

Рис. 5.4. Производительность автоматических линий последовательного действия при различном числе позиций и участков
Лини параллельного действия
Многие процессы, например обработка давлением (штамповка, вытяжка, пробивка, обрезка, чеканка и т. д.), сборка, контроль и др., обладают малой длительностью составных операций дифференцированного технологического процесса (порядка одной секунды и менее). Это практически исключает возможность дальнейшего дифференцирования технологического процесса путем дробления составных операций.
Концентрация разноименных операций в многопозиционных автоматах, как правило, нерациональна, так как время обработки меньше времени холостого хода (поворота шпиндельного блока). Для таких операций более целесообразно создание многопозиционных автоматов параллельного действия с концентрацией одноименных операций.
В основе создания автоматов параллельного
действия использованы однопозиционные
машины, выполняющие отдельные операции
дифференцированного технологического
процесса.
основе создания автоматов параллельного
действия использованы однопозиционные
машины, выполняющие отдельные операции
дифференцированного технологического
процесса.

Рис. 5.5. Развитие структурных схем компоновки автоматов параллельного действия
а) однопозиционная машина; б) несколько параллельно работающих машин; с) автомат параллельного действия; г) автомат с расположением рабочих шпинделей по окружности; д) конвейерная схема компоновки
Автоматы, в которых обработка деталей в этом случае производится на ходу при непрерывном вращении стола, получили название роторных и нашли широкое применение в самых различных отраслях производства.
Роторный принцип работы дает возможность производить загрузку и съем обрабатываемых деталей всегда в одной зоне, что позволяет легко встраивать автоматы в линию, а при ручной загрузке обеспечивать максимальные простоту и удобство. По окружности рабочего ротора (рис. 5.6, а), который имеет непрерывное транспортное движение, расположены рабочие шпиндели, которые включают инструментальные блоки для выполнения заданных операций (на рис. 5.6, б – пуансон и матрица для штамповки изделий типа колпачков). Под действием системы неподвижных торцовых копиров, расположенных сверху и снизу, некоторые элементы инструментальных блоков (пуансоны, выталкиватели и т. д.) получают в процессе вращения ротора осевые перемещения, которые являются технологическими движениями (рис. 5.6, б).
При большом количестве позиций расположение их по окружности становится невыгодным из-за большого холостого пространства в центре. В этих случаях применяется конвейерная схема компоновки.
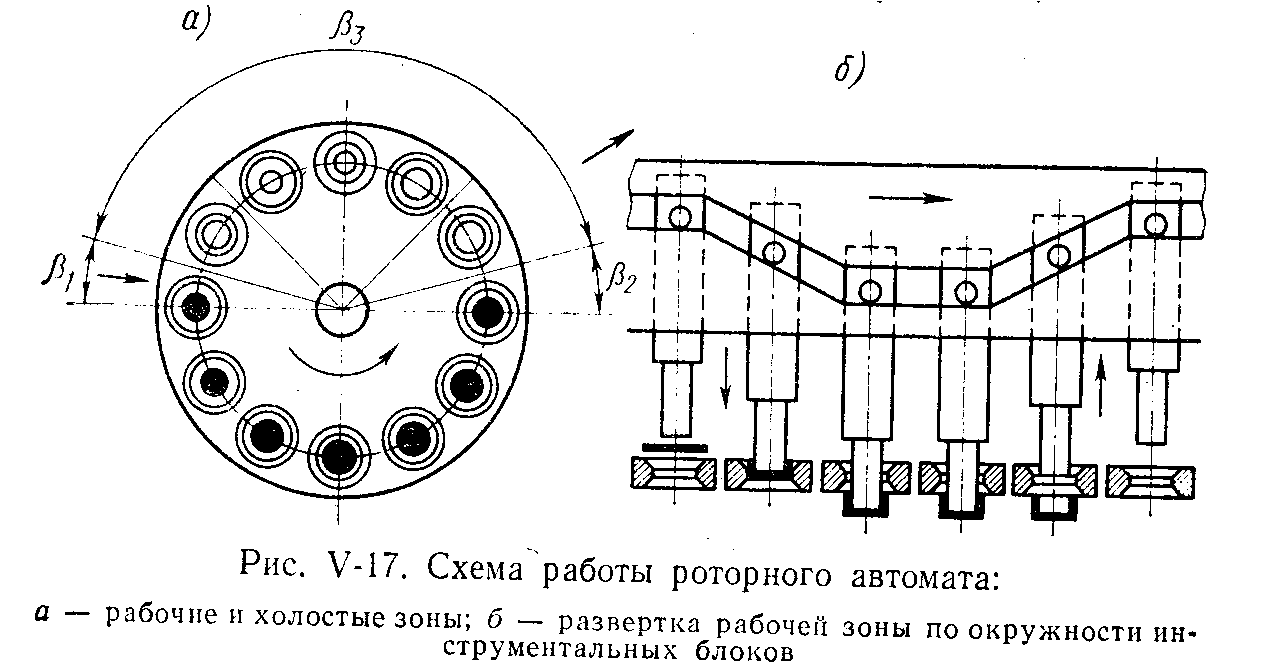
Рис. 5.6. Схема роботы роторного автомата:
а – рабочие и холостые ходы, б – развертка рабочей зоны
При анализе производительности автоматов параллельного действия необходимо учитывать влияние тех же факторов, что и для автоматов последовательного действия.
Очевидно, в автомате параллельного действия за один рабочий цикл выдается не одна, а р готовых изделий:
![]() .
.
Время обработки детали в автоматах параллельного действия по сравнению с однопозиционной машиной (см. рис. 5.5, а) не изменяется, следовательно, К = Ко, tp = const.
Суммарные внецикловые потери по сравнению с однопозиционной машиной возрастают в р раз, так как р рабочих позиций имеют р комплектов инструментов для полной обработки детали. Число механизмов по сравнению с однопозиционной машиной также увеличивается в р раз.
Следовательно, производительность автоматов параллельного действия можно выразить формулой
 .
.
По этой же формуле определяют и производительность конвейерных автоматов (см. рис. 5.5, д).
В случае, если имеется группа из р однопозиционных автоматов, работающих параллельно (см. рис. 5.5, б), производительность, естественно, увеличивается в р раз, так как внецикловые потери сохраняются на прежнем уровне. Производительность группы независимо работающих автоматов определяется по формуле
![]() .
.
Как показывают графики (рис. 5.7, а, б), в противоположность машинам последовательного действия автоматы параллельного действия не имеют точки максимума производительности. Увеличение числа параллельных позиций не может привести к падению производительности. Графики показывают, что постепенно рост производительности замедляется, асимптотически приближаясь к некоторому пределу, величину которого можно определить при условии р → ∞:
 .
.

Рис. 5.7. Производительность автомата параллельного действия: а) – при различных внецикловых потерях; б) – при различной длительности обработки
Автоматические линии последовательно-параллельного действия
По схеме последовательно-параллельного действия создаются наиболее производительные автоматы и все многопоточные автоматические линии.
На рис. 5.8 показаны схемы различных вариантов автоматов и линий последовательно-параллельного действия.
На схеме (рис. 5.8, а) представлена система из р параллельных потоков с линейно расположенными последовательными позициями. По такой схеме строят автоматические линии с жесткой связью, когда после каждого шага транспортера две или несколько деталей последовательно перемещаются на очередные позиции для обработки.
По схеме (рис. 5.8, б) работают автоматы последовательно-параллельного действия с расположением рабочих позиций по окружности.
С увеличением числа позиций в автомате последовательно-параллельного действия количество возможных комбинаций возрастает.

Рис. 5.8. Варианты построения автоматических линий последовательно-параллельного действия
Автоматические линии последовательно-параллельного действия можно строить по двум основным вариантам:
1) линии из автоматов параллельного действия, соединенных последовательно; если эти автоматы роторного типа, автоматические линии также называются роторными;
2) линии из многошпиндельных автоматов последовательного действия, соединенных параллельно.
На рис. 5.8, в изображена схема автоматической линии из роторных автоматов, связанных между собой транспортными роторами. В каждом роторе параллельно (со смещением по фазе) обрабатываются пять деталей. На каждом из роторов выполняется одна операция; детали, перемещаясь последовательно с одного ротора в другой, постепенно проходят весь процесс обработки. На рис. 5.8, г представлена схема автоматической линии, состоящая из многошпиндельных автоматов последовательного действия, работающих параллельно.

В автоматах последовательно-параллельного действия в обработку поступает р изделий, которые выдаются за один рабочий цикл. Отсюда производительность
![]() .
.
Технологический процесс обработки общей длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
![]() .
.
Производительность автоматов последовательно-параллельного действия в зависимости от числа последовательных позиций параллельных потоков обработки показана на рис. 5.9.