

4.3.2 Обоснование схемы базирования
Станочное приспособление является одним из основных структурных компонентов технологической системы в процессе механической обработки. Основная функция приспособления - обеспечение установки заготовки. При этом достигается две цели: базирование заготовки и ее закрепление. Наиболее значима первая цель, поскольку она прямо связана с обеспечением параметров точности детали.
ГОСТ 21495 устанавливает основные термины, определения и классификацию баз:
Базирование - придание заготовке, изделию или их элементам требуемого положения относительно выбранной системы координат;
База - поверхность, ось или точка, принадлежащая заготовке или изделию и используемая для базирования;
Комплект баз - совокупность трех баз, образующих систему координат заготовки или изделия;
Погрешность базирования - отклонение фактического положения заготовки или изделия при базировании от требуемого;
Закрепление - приложение сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании;
Конструкторская база - база, используемая для определения положения детали или сборочной единице в изделии;
Технологическая база - база, используемая для определения положения заготовки относительно произвольной системы координат (в частности, относительно системы координат станка или приспособления);
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Каждая обрабатываемая поверхность должна иметь свою установочную базу, с помощью которой ее правильно ориентируют относительно режущего инструмента.
Установочной базой обрабатываемой поверхности называют совокупность элементов детали, с помощью которых обрабатываемую поверхность (ее ось) правильно ориентируют на станке относительно траектории режущего инструмента. Установочная база может быть опорной или проверочной.
Опорная установочная база - совокупность элементов детали, которыми она непосредственно соприкасается с установочными поверхностями приспособления при базировании.
Проверочная установочная база - совокупность элементов детали, по которым производится выверка положения детали на станке при базировании.
Базирование по опорным базам не требует выверки; необходимая ориентировка детали (обрабатываемой поверхности) достигается сразу же, как только базовые элементы детали войдут в контакт с установочными элементами приспособления. Такое базирование выполняется значительно быстрее, чем базирование по проверочным установочным базам, и применяется в массовом и серийном производстве.
В процессе проектирования разрабатывается принципиальная схема базирования, которая по возможности, должна соблюдать правила совмещения баз (поверхность заготовки, выбранная за опорную установочную базу, является технологической, конструкторской и измерительной).
При выборе опорной установочной базы и построении схемы базирования рекомендуется в качестве опорной базы использовать конструктивную (измерительную) базу обрабатываемой поверхности, так как при этом исключается погрешность базирования.
Согласно теоретической механике требуемое положение твердого тела относительно выбранной системы координат достигается наложением геометрических связей, лишающих тело трех перемещений вдоль осей X, Y, Z и трех поворотов вокруг этих осей, т.е. тело становится неподвижным в системе координат X, Y, Z. Каждая опорная точка (см. приложение Г1), т.е. точка, символизирующая одну из связей заготовки с выбранной системой координат, лишает заготовку только одной степени свободы. Следовательно, для полного базирования заготовки, т.е. придания ей вполне определенного (однозначного) положения в приспособлении необходимо и достаточной наличия шести опорных точек, лишающих заготовку шести степеней свободы (правило шести точек).
При большем числе точек базирование будет не однозначным, а не определенным, так как неизвестно, какими точками заготовка будет контактировать с установочными элементами приспособления. Схема расположения опорных точек на базах заготовки называется схемой базирования.
Большая часть деталей машин ограничена простейшими поверхностями - плоскими, цилиндрическими, коническими, которые используются в качестве опорных установочных баз. Поэтому количество типовых схем базирования невелико, к основным из них, в соответствии с рисунком 4.1, можно отнести:
а) по трем плоским поверхностям;
б) по торцу и наружной цилиндрической поверхности;
в) по торцу и внутренней цилиндрической поверхности;
г) по наружной цилиндрической поверхности и торцу;
д) по внутренней цилиндрической поверхности и торцу;
е) по торцу и коническому отверстию;
ж) по центровым гнездам;
з) по плоской поверхности и двум наружным цилиндрическим поверхностям; и) по плоской поверхности и двум отверстиям.
Базирование заготовки может быть и неполным. При неполном базировании число опорных точек может быть от трех до пяти. Наименьшее число точек должно быть не менее трех, так как три точки, определяющие плоскость, обеспечивают устойчивое положение при обработке, две же точки, определяющие ось, не могут обеспечить устойчивое положение заготовки. При неполном базировании приходится применять скрытые базы, мысленно создаваемые для визуальной ориентации заготовки в приспособлении.
При обработке заготовок на станках с ЧПУ, поскольку относительное перемещение заготовки и инструмента осуществляется автоматически по заданной программе в системе заранее заданных координат, необходимо полное базирование заготовки и жесткая связь базирующих элементов приспособления с началом координат станка (нулевой точкой).
В данном разделе курсового проектирование необходимо подробно описать выбранную теоретическую схему базирования заготовки, применяя условные
о бозначения
установочных элементов, указанных в
приложении …
бозначения
установочных элементов, указанных в
приложении …
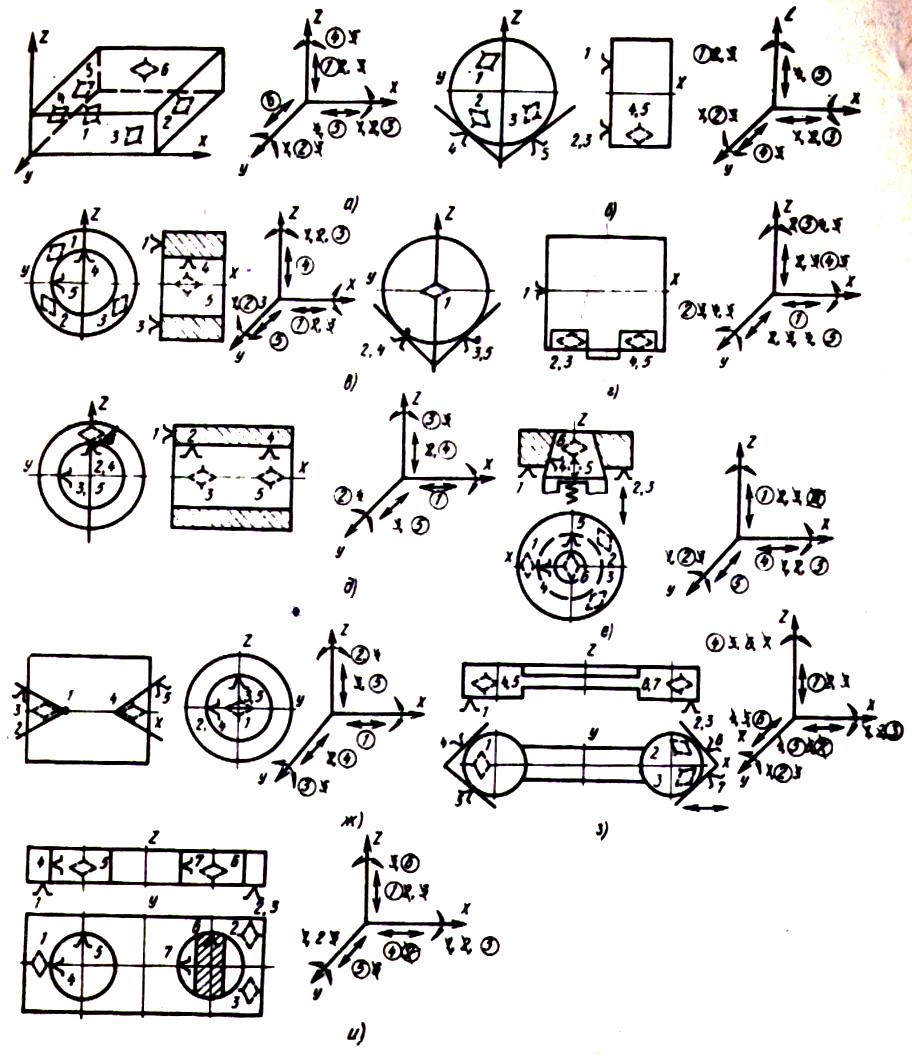










Рисунок 4.1 - Типовые схемы базирования заготовок
Теоретическая схема базирования должна лишать заготовку при установке по возможности всех степеней свободы.
Пример:
Деталь «планка», обрабатывается на вертикально-фрезерном станке торцовой фрезой. Ось шпинделя и инструмента имеют вертикальное расположение. В соответствии с рисунком 4.2, обработка будет производиться одновременно нескольких деталей «пакетом».
Поверхность Г - обрабатываемая поверхность.
Поверхность А — установочная явная база, она же является технологи-ческой и измерительной.
Поверхность Б — направляющая явная база.
Поверхность В - опорная явная база.
По выбранной схемы базировния поверхности А,Б,В — опорная установочная база, деталь лишена всех степеней свобод, т.е. базирование является полным.
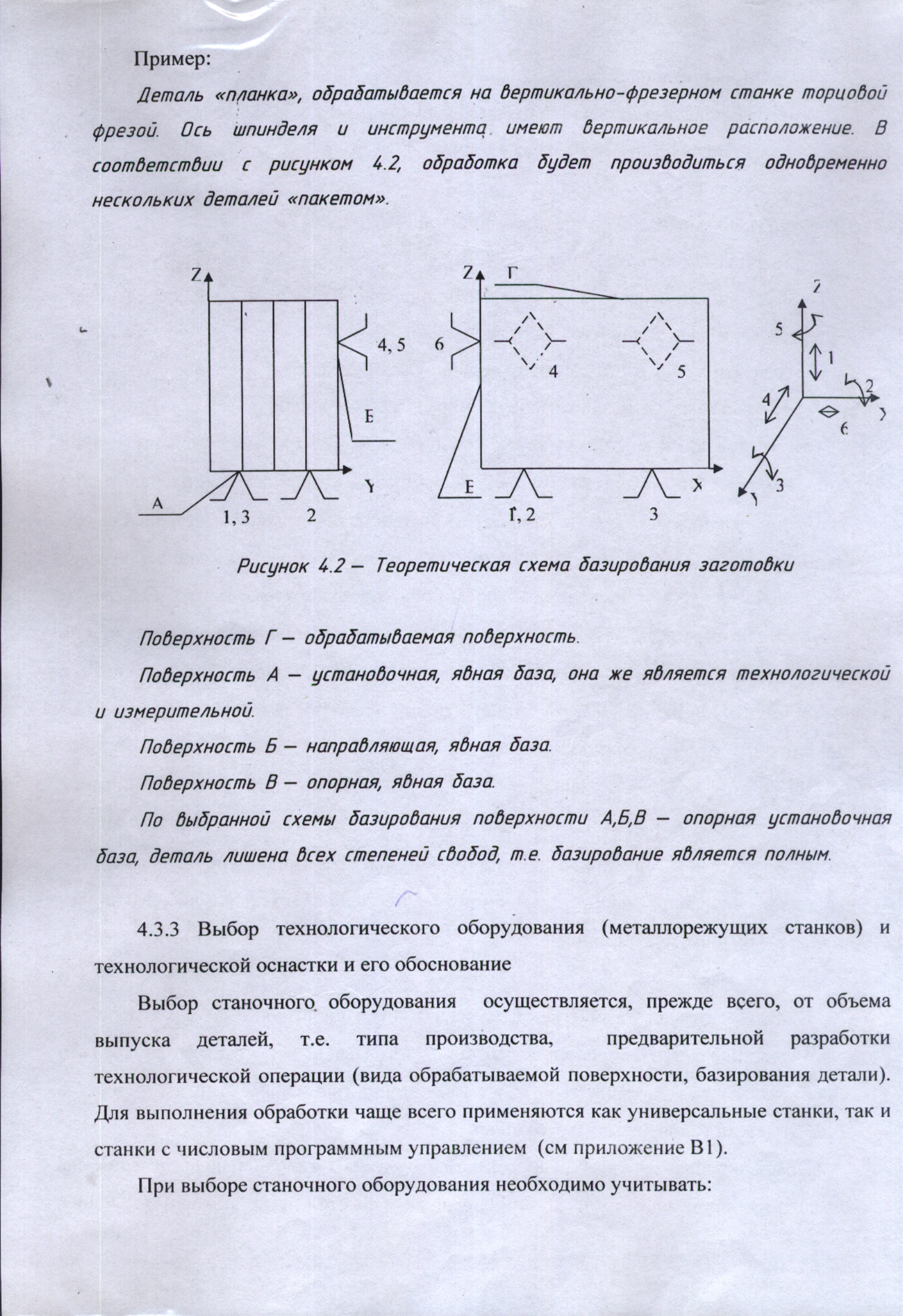
Рисунок 4.2 — Теоретическая схема базирования заготовки