

Интегрально-суммарные контрольные карты
Интегрально-суммарные контрольные карты (CUSUM - Cumulative Sum Charts) могут применяться при контроле по количественным и альтернативным признакам. В соответствии со своим названием, они интегрируют данные, накапливаемые от одной выборки к другой, а не рассматривают каждую выборку (группу) изолированно. По этой причине они имеют преимущества над более традиционными контрольными картами т.к. обеспечивают возможность обнаружения небольших изменений среднего значения процесса и, в то же время, дают более ясное указание на то, где произошли эти изменения.
Более подробные сведения об интегрально-суммарных контрольных картах можно найти в литературе [6, 8]
10 Сигнальные признаки. Контрольные карты
Перед тем, как эффективно использовать карту, необходимо:
обеспечить условия, необходимые для того, чтобы можно было предпринимать адекватные действия в ответ на сигналы, получаемые в результате построения контрольных карт;
определить процесс, которым собираетесь управлять;
определить применяемую систему измерений и то, как она будет функционировать;
использовать все известные методы для минимизации погрешностей;
установить характеристики процесса, по которым вы собираетесь управлять, учитывая следующие обстоятельства:
требования потребителя;
известные и потенциально возможные области возникновения проблем;
корреляцию, существующую между характеристиками продукции.
В зависимости от вида статистических параметров, по которым осуществляется регулирование процесса, различают следующие формы контрольных карт:
Карта средних арифметических значений (
 -
карта);
-
карта);Карта медиан (
 -карта);
-карта);Карта стандартных отклонений (
 -карта);
-карта);Карта размахов (
 -карта);
-карта);Карта доли дефектных единиц продукции (
 -карта);
-карта);Карта числа дефектных единиц продукции (
 -карта);
-карта);Карта числа дефектов (
 -карта);
-карта);Карта числа дефектов на единицу продукции (
 -карта).
-карта).
Первые четыре формы контрольных карт применяют по количественному признаку, а последние четыре формы – при контроле по альтернативному признаку.
Мы уже видели, что отклонения ± 3 могут рассматриваться как фактические пределы управляемости процесса.
Вероятность выхода за эти пределы является достаточно малой.
Причиной выхода контролируемого параметра за эти пределы почти наверняка вызвана не влиянием случайной погрешности, а нарушением процесса и необходимо принимать определенные меры.
Сигнальные отклонения
Пределы ± 2 превышаются также весьма редко и могут использоваться в качестве «сигнальных отклонений» для предупреждения о том, что процесс может выйти из-под контроля.
Дополнительные признаки
На рис .4.5 показаны некоторые другие признаки, которые свидетельствуют о неслучайном характере появившихся отклонений. Они информируют, что ситуация тем или иным образом выходит из-под контроля.
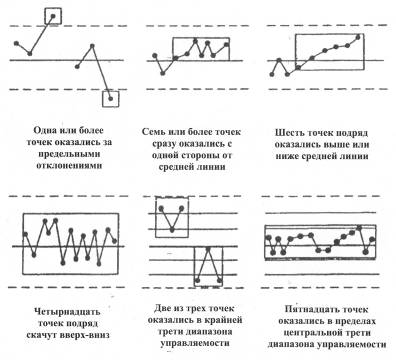

Рис. 4.5. Дополнительные признаки разрегулирования процесса