

1.4. Статична вольт-амперна характеристика зварювальної дуги
Напруга на дузi, яка дорiвнює сумi падiнь напруги в стовпi, а також в приелектродних областях, є функцiєю струму i має вигляд, показаний на рис.1.1
б.
UД=UК+UА+UСТ=UК+UА+EСТlД =f(IД). (1.1)
Кривi, якi визначаються залежностями UД=f(IД) в статичному режимi, називаються статичними вольт-амперними характеристиками зварювальної дуги. Характеристика зварювальної дуги визначається експериментально при плавній змiнi струму навантаження зі збереженням довжини дуги, дiаметра i матерiалу електрода.
Дуга має криволiнiйну характеристику i її слiд розглядати як нелiнiйний елемент електричного кола. Форма статичної характеристики показана на рис.1.2 i змiнюється по мiрi збiльшення струму, переходячи зі спадної (дiл. I) в жорстку (дiл. II), а потiм в наростальну (дiл. III). Нахил характеристики прийнято визначати величиною диференцiйного опору дуги rД =dUД /dІД, тому на I дiлянцi rД<0, на II - rД=0 i на III - rД>0.
Рис.1.2. Статична вольт-амперна характеристика зварювальної дуги.
8
При незмiнних фiзичних умовах горiння зварювальноi дуги UК+UА є величиною постiйною, незначною за величиною i UД витрачається в основному на подолання опору стовпа дуги. Тому рiвняння (1.1) можна виразити в наступному виглядi:
UД=а+UСТ, (1.2)
де а - сума напруг катодної i анодної зон.
З виразу (1.2) видно, що напруга на дузi визначається в основному залежнiстю UСТ вiд струму навантаження, тобто:
UСТ=f(IД).
Виведемо рiвняння, якi пов’язують напругу стовпа дуги з iншими параметрами дуги.
EСТ=jСТ/gСТ =IД/SСТ×gСТ,
де EСТ - градiєнт потенцiалу в стовпi дуги, В/см;
jСТ.
, gСТ - вiдповiдно, густина струму i питома провiднiсть стовпа дуги, А/мм2, 1/Ом×мм;
SСТ - площа поперечного перерiзу стовпа дуги, мм2UД=а+EСТ×lСТ=а+IД×lСТ/SСТ×gСТ=а+IД×lД/SСТ×gСТ. (1.3)
З рiвняння (1.3) випливає, що в дугах невеликої потужностi iз збiльшенням навантаження IД напруга на дузi UД знижується за рахунок збiльшення площі перерiзу катодної плями і вiдповiдного зростання поперечного перерiзу SСТ. стовпа, що вiдповiдає дiлянцi I. При цьому густина струму jСТ зменшується, провiднiсть gСТ зростає, величини катодного i анодного падiнь напруги не змiнюються. Такий вигляд характеристики знаходить обмежене застосування при ручному дуговому зварюваннi неплавким електродом через малу її стiйкiсть.
На дiлянцi II створюється жорстка характеристика дуги. Це пов’язане з тим, що із подальшим зростанням IД пропорцiйно збiльшується i SСТ, отже, густина струму jСТ залишається приблизно постiйною, а питома провiднiсть gСТ змiнюється дуже незначно. Величини анодного i катодного падiнь напруги залишаються незмiнними. Такий вигляд характеристики знаходить широке застосування при зварюваннi покритими електродами i механiзованому зварюваннi пiд флюсом апаратами із залежною швидкiстю подачi електродного дроту.
Дiлянка III починається з такого моменту, коли катодна пляма зайняла всю площу торця електрода i подальше збiльшення SСТ не вiдбувається. У цьому випадку густина струму зростає пропорцiйно навантаженню, провiднiсть стовпа зменшується, величина UСТ, а, отже, i UД, збiльшується.
9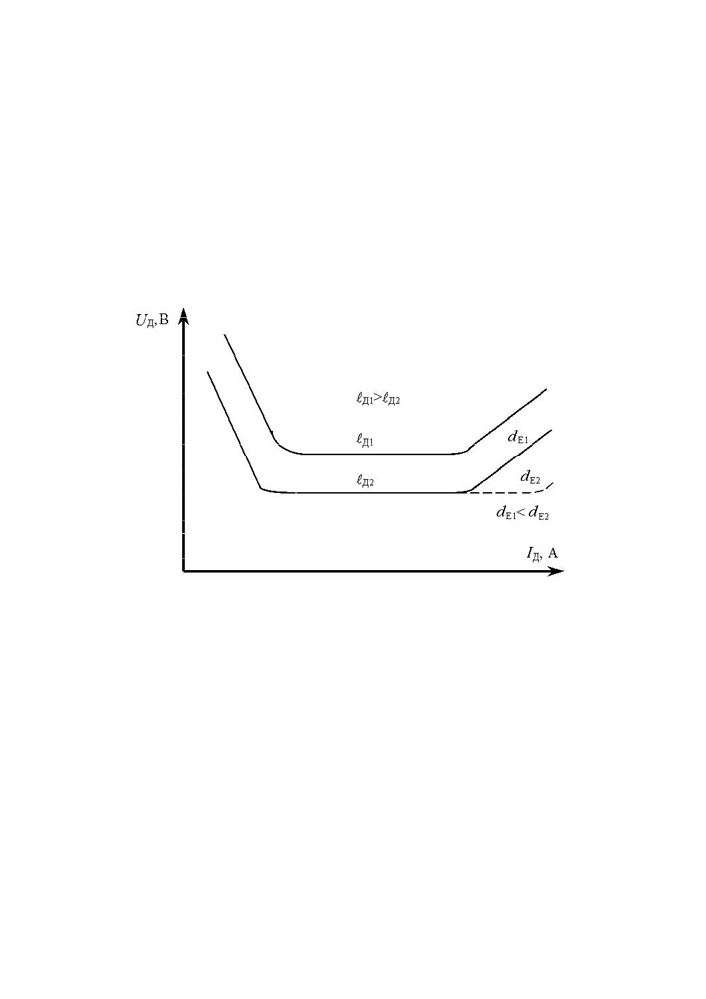
Наростальна характеристика дуги спостерiгається при механiзованому зварюваннi в захисних газах.
Оскільки змiна довжини дуги lД впливає на величину UСТ i, отже, на напругу дуги UД (1.3), то в залежностi вiд значення lД характеристика може зсуватись вгору, або вниз (рис. 1.3).
UД=UК+UА+EСТ×lД. (1.4)
При зменшеннi довжини дуги її вольт-амперна характеристика (ВАХ) зсувається вниз. Дiаметр електрода впливає на положення наростальної дiлянки ВАХ. Чим бiльший дiаметр, тим при бiльшому струмi вiдбудеться перехiд до дiлянки III.
Рис.1.3. Вплив діаметра електрода від довжини дуги на форму статичної
характеристики дуги
1.5 Вольт-ампернi характеристики джерел живлення
Залежнiсть напруги на зажимах джерела живлення вiд струму навантаження UДЖР=f(IД) називають зовнiшньою вольт-амперною характеристикою джерела. Вимоги електричної зварювальної дуги вираженi у зовнiшнiх характеристиках відповідних джерел живлення. Кожна характеристика джерела вiдповiдає цiлком певному положенню його регулюючого пристрою. При змiнi параметрiв регулюючого пристрою можна отримати сiмейство подiбних зовнiшнiх характеристик.
Вольт-ампернi характеристики джерел живлення можуть мати такі вигляди (рис.1.4):
10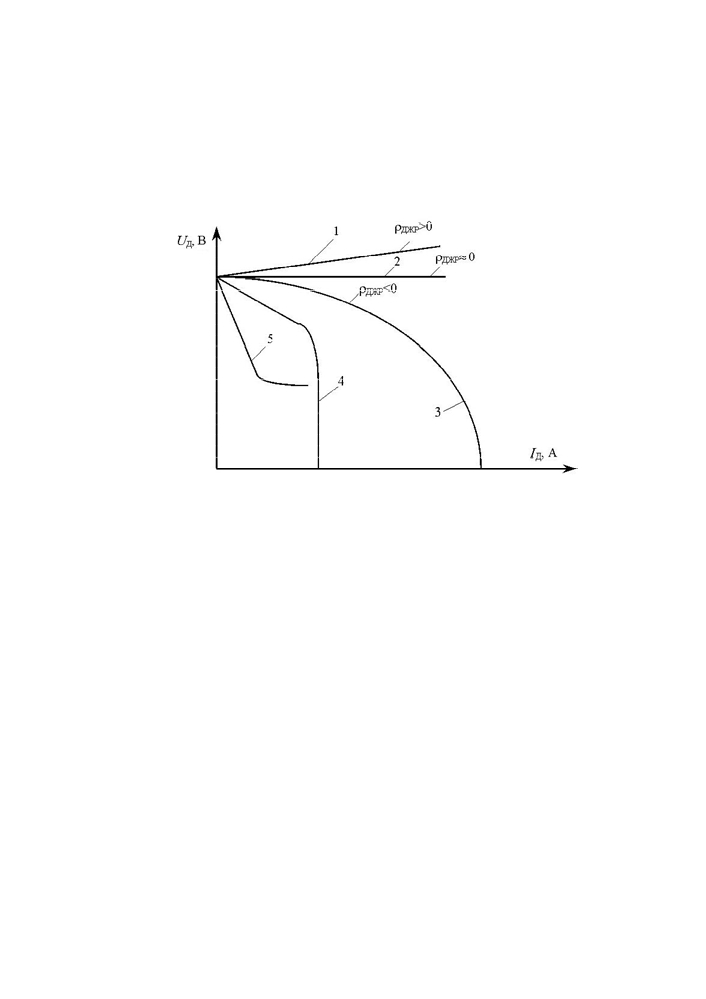
-крутоспадні - 4,5 (напруга зменшується зі зростанням зварювального струму); -пологоспадні - 3 (зменшення напруги зі зростанням струму вiдбувається плавно);
-жорсткi - 2 (зі збiльшенням зварювального струму напруга не змiнюється); -наростальні - 1 (зі збiльшенням струму напруга зростає).
Рис.1.4. Зовнішні характеристики джерел живлення
Бiльшiсть зварювальних джерел мають внутрiшнiй опiр ZДЖР i зовнiшня характеристика їх може бути подана рiвнянням:
UДЖР=U20-IД×ZДЖР,
де U20 - напруга неробочого ходу.
Умовно прийнято вважати, що якщо ZДЖР>0,1 Ом, то ВАХ джерела крутоспадна. Нахил характеристики визначається величиною диференцiйного опору rДЖР, який являє собою похiдну напруги джерела по струму dUджр/dIД у певнiй точцi його характеристики, тобто відношення границі приросту напруги до вiдповiдного приросту струму. При спаднiй характеристицi rДЖР<0, жорсткiй - rДЖР=0, при наростальнiй - rДЖР>0.
Вибiр джерела живлення за типом зовнiшньої характеристики проводиться не тiльки iз умов стiйкостi роботи енергетичної системи «джерело-дуга», але i вiд способу зварювання i типу пристрою, який застосовується для здiйснення подачі електродного дроту в зону горiння дуги.
11
ЛЕКЦІЯ 2
2.1. Стiйкiсть енергетичної системи «джерело живлення - зварювальна
дуга»
Енергетична система «джерело живлення - зварювальна дуга» буде працювати стiйко, якщо джерело постачає достатню кiлькiсть енергiї для процесу зварювання i покриття втрат у системi. Збурення, що з’являються при горiннi дуги порушують стiйкiсть системи i викликають перехiднi процеси, характер i швидкiсть протiкання яких позв’язані з енергiєю, накопиченою в магнiтних i електричних полях системи, а також енергiєю, яка переходить у тепло. Якщо пiсля припинення дiї збурення система повертається в початковий рiвноважний стан, то рiвновага вважається стiйкою, якщо нi, то нестiйкою. При поверненнi системи в рiвноважний стан можуть спостерiгатись вiдхилення величин, якi характеризують режим зварювання (струму, напруги), вiд їх значення до початку дiї збурення. Якщо при наявностi цих вiдхиленнь якiсть зварного шва залишається в допустимих межах, то властивостi енергетичної системи вважаються задовiльними. Стiйкiсть системи залежить як вiд технологiчних, так i електричних характеристик процесу.
Для стiйкостi системи вирішальне значення має знак рiзницi диференціальних опорiв дуги i джерела в точцi перетину їх характеристик. Рiзницю цих опорiв називають коефiцiентом стiйкостi системи Кc. Система буде стiйкою при малих збуреннях, якщо Кc>0.
Кc=(rД-rДЖР)>0. (2.1)
За даним рiвнянням можна перевiрити стiйкiсть системи бiля точок А i В (рис.
2.1). Для точки А диференціальні опори дуги i джерела вiд’ємнi, але характеристика дуги має бiльш крутий нахил до горизонталi, а її опiр за модулем бiльший ніж у джерела. Наприклад, rД= -0,3 В/А, rДЖР= -0,2 В/А. Пiдставляючи цi данi у формулу (2.1) одержимо Кc<0, тобто система нестiйка. У точцi В rД і rДЖР мають також вiд’ємнi значення, але диференціальний опiр джерела бiльший, оскільки нахил його характеристики більш крутий i, вiдповiдно, за модулем rДЖР бiльший нiж rД. Нехай
rД . Тодi рiвняння (1.2) можна подати в наступнiй формi:
=-0,1 В/А, rДЖР =-0,2 В/А. Тодi КcФiзичне пояснення умови стiйкостi можна обгрунтувати наступним чином. Якщо з будь-якої причини струм дуги, що вiдповiдає точцi А, зменшиться, то напруга дуги збiльшиться i може стати бiльшою за напругу неробочого ходу
12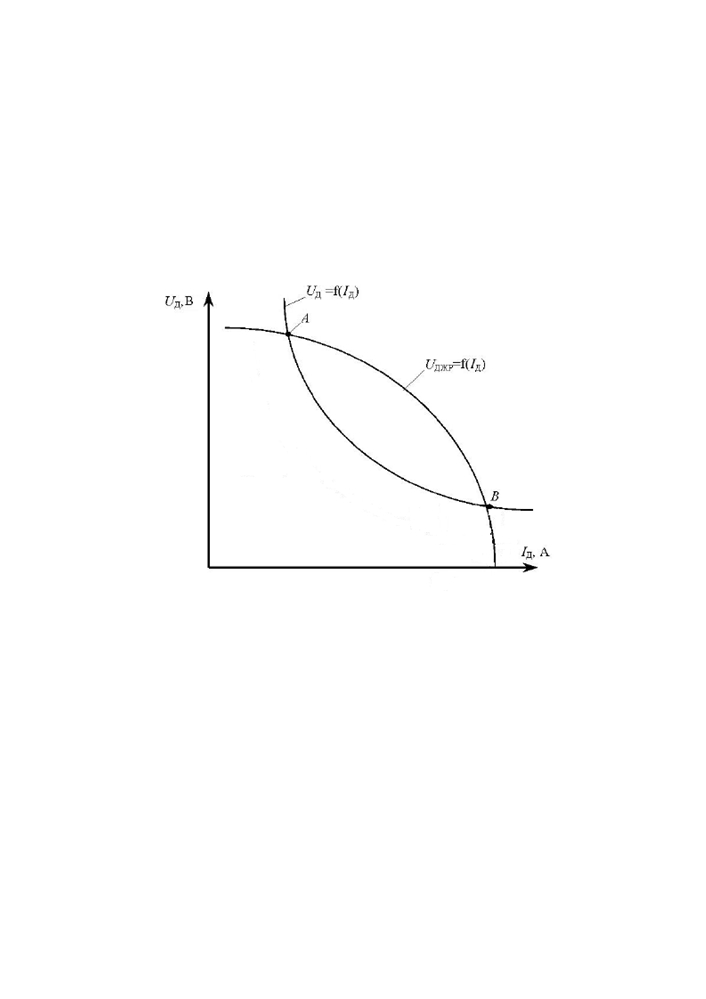
джерела живлення. При цьому дуга погасне. Якщо ж струм збiльшиться, то напруга дуги зменшиться i стане меншою за напругу джерела. Надмiрна напруга викличе подальше зростання струму аж до величини, що вiдповiдає струму в точцi В. Зменшення зварювального струму в цiй точцi призведе до того, що напруга дуги виявиться нижче усталеного значення напруги джерела живлення. Це призведе до зростання струму до його значення в точцi В. Навпаки, при випадковому збiльшеннi струму усталена напруга джерела виявиться меншою за напругу дуги i режим горiння дуги вiдновиться. Отже система «джерело - дуга» поблизу точки В стійка.
Рис.2.1. Зовнішня характеристика джерела живлення і вольт-амперна
характеристика дуги
2.2. Вимоги до зовнішніх характеристик джерел живлення, які
продиктовані вимогами стійкості
Забезпечення виконання умови Кc>0 залежить вiд вiдповiдностi виду зовнiшнiх характеристик джерела живлення трьом видам статичних характеристик зварювальної дуги.
Для спадної характеристики дуги (ділянка I), де її диференціальний опiр вiд’ємний (rД<0), з метою дотримання Кc>0 необхiдно застосовувати джерело з бiльш крутоспадною характеристикою-1, тобто rДЖР>rД (рис.2.2). На дiлянцi ВАХ дуги, коли rДª0 (ділянка II), для стiйкої роботи системи необхiдно щоб характеристика джерела була положистоспадна-3 або крутоспадна-2, але обов’язково rДЖР<0.
13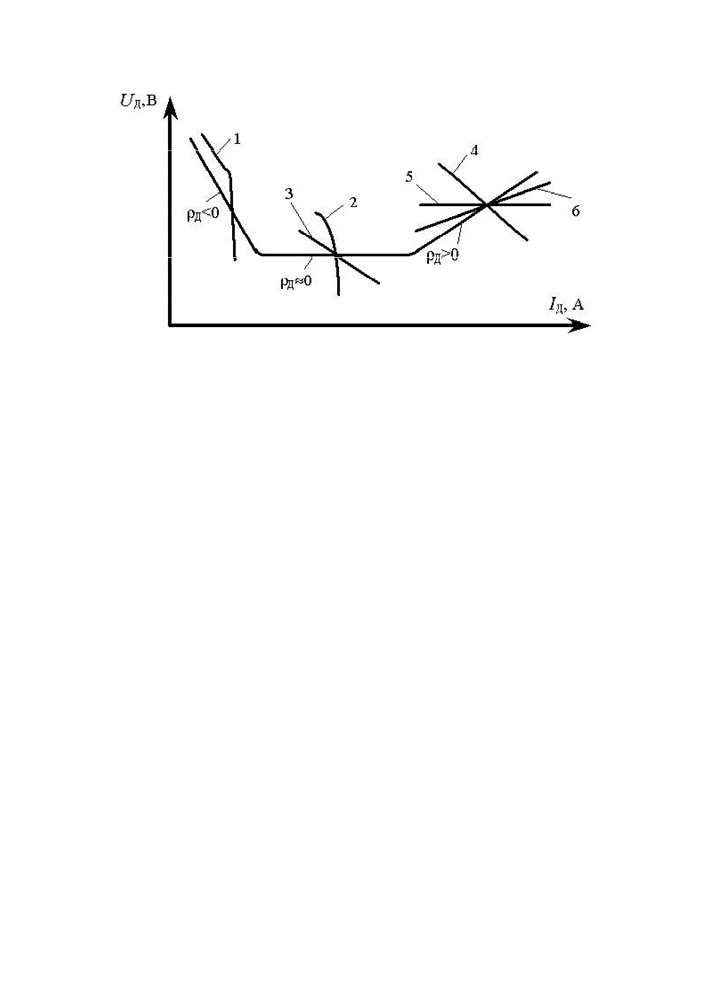
Рис.2.2. Вибір зовнішньої характеристики джерела в залежності від вольт-
амперної характеристики дуги
Якщо статична характеристика дуги має наростальну форму (rД>0, ділянка III), то коефiцiєнт стiйкостi Кc може бути додатнiм при спаднiй зовнiшнiй характеристицi джерела-4 (rДЖР<0), при жорсткiй ВАХ-5 (rДЖР=0) i навiть при наростальній-6 (rДЖР>0). При наростальній ВАХ джерела живлення її крутизна повинна бути меншою за крутизну характеристики дуги, тобто rДЖР<rД. Цей випадок вiдповiдає зварюванню в захисних газах тонким дротом при великiй густинi струму.
2.3. Вимоги, якi висуваються до джерел живлення зварювальної дуги. Вимоги до джерел для ручного дугового зварювання покритими
електродами
Ручне дугове зварювання виконується електродами дiаметром вiд 2 до 6 мм на струмах вiд 50 до 350 А. Вольт-амперна характеристика дуги при ручному зварюваннi має спадну i жорстку дiлянки (рис. 1.2). Основною вимогою до джерела є вибiр типу його зовнiшньої характеристики. Для стiйкої роботи системи «джерело живлення-зварювальна дуга» за умови Кс>0 необхiдно використовувати крутоспадну зовнiшню характеристику джерела з диференціальним опором rДЖР в діапазоні -1...0,1 В/A. Така характеристика має менший нахил на ділянці малих
14
струмiв (точка А, рис. 2.1) i вiдповiдає умовам стiйкостi при значних коливаннях довжини дуги. На ділянці робочих струмiв (точка В), завдяки бiльшiй крутизнi характеристики, досягається висока стабiльнiсть струму при коливаннях довжини дуги. Так, у джерела з номiнальним струмом 300 А i диференціальним опором
rДЖРIК= -0,1-(-0,2)=0,1 В/А, тобто Кc>0 i система стiйка.
= -0,2 В/A при змiнi напруги вiд 25 до 40 В сила струму пiдтримується з точнiстю до ±35 А. При такiй характеристицi значення струму короткого замикання
повинне складати не бiльше 1,5IД, що вiдповiдає умовi надiйного запалювання дуги. Напруга неробочого ходу джерела U20 для забезпечення надiйного
запалювання повинна бути не нижчою за 40-45 В i не вищою за 90-100 В за вимогами охорони праці. Налагодження режиму проводиться джерелом тiльки за струмом, оскільки довжина дуги i, вiдповiдно, напруга пiдтримуються зварювальником вручну.
Вимоги до джерел для зварювання в зазисних газах
Зварювання у вуглекислому газi виконується на постiйному струмi величиною вiд 50 до 600 А, напругою вiд 16 до 50 В з використанням низьколегованого електродного дроту дiаметром 0,8-2,4 мм. Вольт-амперна характеристика дуги при такому способi зварювання через високу густину струму наростальна (дiлянка III, рис.1.2).
Запалювання дуги короткими замиканнями проходить при безперервному подаваннi електродного дроту до виробу. Звичайно, пiсля декiлькох перегорянь дроту i нових коротких замиканнях дуга збуджується . Для пiдтримання безперервного горiння дуги при постiйнiй швидкостi подавання дроту використовується принцип саморегулювання. Процес саморегулювання проходить наступним чином. Зі збiльшенням довжини дуги lД збiльшується напруга UД, знижується струм IД, швидкiсть плавлення електрода VE зменшується. У цьому випадку порушується умова рiвноваги системи, тобто швидкiсть подавання електродного дроту VП стає більшою за швидкiсть плавлення електроду VE. Це призводить до зменшення довжини дуги, i вона буде скоротчуватись до тих пiр, поки режим зварювання не прийде у вихiдний сталий стан. При випадкових скороченнях довжини дуги система саморегулювання буде вiдробляти збурення навпаки. При вiдсутностi збурень сила струму самовiльно встановлюється на такому рiвнi, при якому VП=VE.
Джерело живлення повинно мати жорстку або положистоспадну ВАХ, що пов’язяно з необхiднiстю забезпечення високої швидкодiї при саморегулюваннi.
15
Чим бiльше при збуреннях змiнюється струм, тим бiльша i швидкiсть плавлення електродного дроту, i швидше вiдновлюється довжина дуги. Це досягається за рахунок зниження опору джерела rДЖР, тобто зниження нахилу спадної характеристики. Сила струму короткого замикання при запалюваннi дуги обмежується в основному тiльки опором вильоту дроту i тому може досягати п’ятикратного значення струму дуги. При низькiй напрузi дуги перенесення електродного металу проходить з частими короткими замиканнями, що призводить до значних розбризкувань. Для зменшення розбризкувань необхiдно обмежувати швидкiсть наростання струму короткого замикання шляхом введення в джерело iндуктивностi. Оскільки величина зварювального струму змiнюється зі змiною швидкостi подачi електродного дроту, то IД регулюється напiвавтоматом. Напруга дуги встановлюється регулятором напруги джерела.
Вимоги до джерел для зварювання пiд флюсом
Зварювання пiд флюсом виконується на струмах вiд 250 до 2000 А при напрузi 22-75 В електродним дротом дiаметром вiд 2 до 6 мм. Запалювання дуги здiйснюється розриванням кола короткого замикання. ВАХ дуги жорстка або наростальна. Для пiдтримання безперервного горiння дуги при зварюваннi дротом Æ4-5 мм використовується принцип саморегулювання, при бiльшому дiаметрi - автоматичне регулювання напруги дуги.
При автоматичному зварюваннi з постiйною швидкiстю подавання електродного дроту з дотриманням принципу саморегулювання, джерело повинне мати положистоспадну зовнiшню характеристику з rДЖР= -0,01...-0,1 B/A. При цьому виконується умова стiйкостi Кс>0. Невеликий нахил такої характеристики забезпечує значну змiну струму при коливаннях довжини дуги, i, вiдповiдно, i високу швидкодiю при саморегулюваннi дуги. Розплавлений шлак шунтує дугу, що дещо погiршує її запалювання i знижує стiйкiсть. Тому необхiдно збiльшувати напругу неробочого ходу джерела до 110...130 В. З метою безпеки обслуговування джерела, необхiдно передбачити пристрій, що вимикає його відразу пiсля закiнчення зварювання.
При положистоспадній характеристицi струм короткого замикання IК складає порядку (1,5...3)IД, що значно збiльшує надiйнiсть запалювання дуги. Зварювальний струм регулюється за допомогою автомату змiною швидкостi подавання електродного дроту, а напруга - регулятором напруги джерела живлення.
В апаратах з автоматичним регулюванням напруги UД пiдтримується з
16
визначеною точністю на заданому рiвнi UЗ. Для дотримання вимог принципової стiйкостi Кс>0 джерело живлення в такому випадку повинне мати крутоспадну зовнiшню характеристику з rДЖР=-0,1...-0,3 В/A. Величина струму короткого замикання IК повинна складати не бiльше подвоєного значення струму навантаження IД, напруга неробочого ходу - порядку 120-130 В. Напруга дуги задається автоматично регулятором, який використовується для настроювання зварювального струму.
2.4. Зварювальнi властивостi джерел живлення. Сутність i оцінка
зварювальних властивостей
У процесi зварювання джерело повинне забезпечувати нормальне запалювання дуги, пiдтримувати її стiйке горiння, здiйснювати регулювання зварювальних параметрiв, забезпечувати сприятливий характер перенесення розплавленого металу у зварювальну ванну. При виборi джерела важливо знати як добре чи погано воно виконує цi функцiї, тобто якi його зварювальнi властивостi, бо вони у значнiй мірі визначають якiсть зварного з’єднання.
Надiйнiсть запалювання дуги є однією з основних зварювальних властивостей джерела, оскільки вона впливає на якiсть початкової дiлянки шва, а при зварюваннi короткими швами - i на продуктивнiсть.
Стiйкiсть i стабiльнiсть зварювання безпосередньо впливає на якiсть формування шва, яка залежить вiд стiйкої роботи енергетичної системи «джерело живлення - зварювальна дуга», тобто властивості джерела пiдтримувати безперервне горiння дуги при збурювальних дiях.
Ефективнiсть регулювання параметрiв зварювальних режимiв також характеризує джерело, тому що вiд встановлених величин струму i напруги залежать продуктивнiсть i якiсть зварювання.
Характер перенесення металу в дузi визначається параметрами режиму, а також величиною i швидкiстю зростання струму короткого замикання при зварюваннi з перiодичними короткими замиканнями у зварювальному колi. Для цього процесу потрiбнi джерела при роботi яких повинна вiдбуватися послiдовна змiна режимiв неробочого ходу, короткого замикання i навантаження за сотi, i навiть тисячнi долi секунди. При такiй швидкостi протiкання перехiдних процесiв його складно регулювати спецiальними схемами керування. Тому джерело живлення повинне мати високі динамiчні властивості, забезпечувати досить велику швидкiсть збiльшення напруги на дуговому промiжку при розмиканнi зварювального кола i
17



певну швидкiсть зростання струму при короткому замиканнi.
Якiсть формування шва залежить вiд джерела побічно, і пов’язана зi стiйкiстю та стабiльнiстю процесу зварювання. У випадку нестiйкого процесу за рахунок часткових обривiв дуги шов утворюється нерiвний.
Оцiнку зварювальних властивостей джерела можна виконувати безпосередніми або непрямими способами. Безпосередня оцiнка виконується при зварюваннi або за його результатами. Наприклад, до такої оцiнки належать визначення характеру перенесення металу в дузi та величина коефiцiєнту втрат на розбризкування. Непряму оцiнку можна одержати шляхом iмiтацiї явищ при зварюваннi за допомогою електротехнiчних пристроїв, якi замiнюють дугу. До таких пристроїв належать електроннi комутатори, що iмiтують перехiднi процеси в дузi, і за допомогою яких можна визначити параметри режимiв та динамiчнi характеристики джерела.
Iснують об’єктивнi i суб’єктивнi методи оцiнки. При об’єктивному методi визначається числова оцiнка властивостей, а при суб’єктивному - оцiнка в балах, яка виставляється зварювальником високої квалiфiкацiї за результатами зварювання. Наприклад, до об’єктивного методу оцiнки стiйкостi процесу при коливаннях довжини дуги можна вiднести визначення величини її довжини розривання.
При суб’єктивному методi оцiнки джерел для ручного дугового зварювання зварювальник виконує наплавлення пластини з маловуглецевої сталi у нижньому i вертикальному положеннях на декiлькох режимах електродами з основним i рутиловим покриттям. За результатами наплавлення вiн виставляє оцiнку в балах за кожною з дослiджуваних зварювальних властивостей.
2.5. Способи настроювання режиму зварювання
Використання джерел живлення передбачає наявнiсть у них регулювальних пристроїв, які дозволяють здiйснювати налагодження режиму зварювання за струмом i напругою у визначених межах. Настроювання режиму означає, що при заданiй напрузi на дузi установлюють за допомогою регулювального пристрою визначену величину струму, впливаючи на напругу неробочого ходу джерела U20 або його внутрiшнiй опiр ZДЖР. Зовнiшню характеристику джерела в загальному виглядi можна виразити таким рiвнянням:
UДЖР=U20-IДZДЖР. (2.2)
18
При стiйкiй роботi в статичному режимi UДЖР=UД. Тодi вираз для визначення величини зварювального струму з рiвняння (2.2) буде мати вигляд:
IДЖР=(U20-UД)/ZДЖРЗ рiвняння (2.3) видно, що для регулювання струму потрiбно змiнювати напругу неробочого ходу або опiр джерела.
Вибiр параметрiв режиму зварювання визначають за перетином вольт-амперних характеристик дуги i джерела живлення. Характеристику дуги в залежностi вiд способу зварювання можна визначити, виходячи з графiку умовного робочого навантаження. Так, для ручного дугового зварювання залежнiсть UД вiд струму на вантаження визначається рiвнянням:
UД=20+0,04×IД.
Для автоматичного зварювання пiд флюсом:
UД=19+0,037×IД при IД=1000 А; UД=13+0,0315×IД при IД=2000 А.
Для зварювання в СО2:
UД=17+0,05×ІД.
Джерело має дiапазон регулювання струму вiд IД MIN до IД MAX, кратнiсть регулювання струму IД MIN/IД MAX, плавне i ступінчасте регулювання струму. При настроюванні режиму необхiдно враховувати можливості джерела, виходячи з розрахунку його роботи на визначенi (номiнальнi) значення струму IНОМ i напруги UНОМ з урахуванням теплового режиму.
Налагоджений режим пiд дiєю збурень може змiнюватись. Якщо дотриманi умови стiйкостi системи, оцiнюється стабiльнiсть параметрiв режиму зварювання. Так, при збуреннях за довжиною дуги змiнюється її напруга, а, вiдповiдно, i струм дуги. Стабiльнiсть параметрiв оцiнюють за абсолютним DIД=IД2-IД1 або вiдносним [(IД2-IД1)/IД1]×100% вiдхиленням фактичного струму вiд налагодженного.
Стабiлiзацiю напруги дуги одержують шляхом обмеження коливань її довжини, оскільки UД залежить вiд довжини дуги lД.
Стабiлiзацiя за струмом залежить вiд форми статичної характеристики джерела, а саме вiд величини диференціального опору rДЖР. Джерело з крутоспадною характеристикою із бiльш вiд’ємним значенням опору rДЖР має кращі властивості стабiлiзацiї за струмом.
Напруга мережі живлення впливає також на стабiльнiсть параметрiв режиму, оскільки у багатьох джерел звичайної кострукцiї iз змiною напруги мережi змiнюється i напруга неробочого ходу. Для пiдвищення стабiльностi необхiдно
19
застосовувати джерела зi зворотними зв’язками за струмом, напругою або джерела параметричного типу. У параметричних джерелах сталість режиму забезпечується спецiальними пристроями, що обмежують струм i напругу на заданому рiвнi.
2.6. Технiчнi характеристики джерела живлення
Технiчнi характеристики джерела наведенi в його документацiї. До них належать: - номiнальний зварювальний струм IН, А - основний параметр, на який розраховується джерело;
- номiнальна робоча напруга, В - величина, вiдповiдна напрузi дуги;
- межi регулювання зварювального струму, А - мiнiмальне IД MIN i максимальне
IД MAX- межi регулювання робочої напруги, В - для джерел з жорсткими i спадними зовнiшнiми характеристиками;
- напруга неробочого ходу, В - має рiзнi значення для джерел ручного i механiзованого зварювання та в залежностi вiд роду струму; - номiнальна потужнiсть, кВА - потужнiсть, яка споживається з мережi при номiнальних струмi i напрузi;
- первинна напруга, В - напруга мережi (220 або 380 В);
- режим роботи - тривалий, перемежуючий або повторно-короткочасний.
Джерела для ручного дугового зварювання, що працюють в перемежуючому режимi при циклi tЦ=5хв мають тривалість навантаження ТН=60%. Переноснi джерела для роботи у монтажних умовах мають ТН=20% i 35%. Джерела для зварювання в середовищi СО2, а також пiд флюсом працюють у повторно-короткочасному режимi при tЦ=10хв з ТУ=60%. Бiльшiсть джерел для механiзованого зварювання пiд флюсом i багатопостового зварювання працюють у тривалому режимі при ТУ=100%:
- коефiцiент потужностi cosj - вiдношення активної споживаної потужностi до повної;
- коефiцiент корисної дiї - приводиться для номiнального режиму; - габаритнi розмiри, мм - довжина, ширина, висота; - маса, кг.
2.7. Режими роботи джерел живлення
Джерело живлення розраховується за нагрiванням на визначений режим роботи, який залежить від характеру навантаження з часом, тобто навантаження, при яких
H ДЖР Д НОМ .
20
воно працює, не перегрiваючись вище вказаних норм. У процесi роботи джерела вiдбувається нагрiвання його обмоток, залiза осердя та iнших складових частин. Розрiзняють три режими роботи джерела живлення: тривалий, перемежуючий i повторно-короткочасний.
Тривалим режимом називається такий режим, при якому джерело встигає пiд час роботи нагрiтись до сталої температури. У цьому випадку кiлькiсть тепла, яка вiддається в навколишнє середовище за одиницю часу, рiвна кiлькостi тепла, яке видiляється в джерелi живлення . При такому режимi робота джерела з навантаженням вiдбувається безперервно i тому настроювати струм вище номiнального значення не рекомендовано.
Перемежуючий режим характеризується вiдносною тривалістю навантаження ТН% за час циклу tЦ=tД+t0, коли перiоди горiння дуги тривалiстю tД чергуються з перiодами неробочого ходу джерела t0.
ТН%
t t
Д Д
× 100 × 100.
t t t
Ц Д 0
Цей режим характерний для ручного дугового зварювання, а також для
автоматичного зварювання на постiйному струмi.
При повторно-короткочасному режимi роботи пiд час циклу тривалiстю tЦ=tД+tП перiоди горiння дуги тривалiстю tД перемежуються з перiодами вiдключення вiд мережi tП. Такий режим характеризується вiдносною тривалістю увімкнення ТУ%:
ТУ%
t t
Д Д
× 100 × 100.
t t t
Ц Д П
У такому режимi працюють джерела живлення для механiзованного зварювання
пiд флюсом на змiнному струмi та унiверсальнi джерела.
Тривалiсть циклу tЦ прийнята 10 хвилинам.
Якщо джерело розраховане на номiнальну вiдносну тривалість навантаження ТН%=60% при циклi зварювання 10 хв., то в процесi роботи на номiнальному струмi IН воно не буде перегрiватися, за умови коли при 10-хвилинному циклі дуга буде горiти не бiльше 6 хв. При будь-якому iншому режимi перегрiву не буде, якщо тепловидiлення в джерелi з внутрiшнiм опором RДЖР за час циклу не буде перевищувати тепловидiлення при номiнальному режимi, тобто
І
2 2
R t £ I
Д ДЖР Д
R t
21






Якщо подiлити обидвi частини рiвняння на tЦ, одержимо:
І
2 2
ТН £ I × ТН
Д НОМ НОМ
Якщо ТН% вiдрiзняється вiд номiнального, наведеного в паспортi джерела живлення, то величину зварювального струму, яка вiдповiдає iншому значенню ТН%, можна визначити iз спiввiдношення.
І £ І ×
Д НОМ
ТН
НОМ
ТН
Допустиме значення ТН% при струмi IД, який вiдрiзняється вiд номiнального струму IН, визначається iз наступного вiдношення:
ТН% £ ТН НОМ
І
2
НОМ 2
ІД
2.8 Система позначень джерел живлення
Позначення типів виробів, які випускаються підприємством, складається з літерної i цифрової частин:
- перша літера - тип виробу (Т-трансформатор, В-випрямляч, Г-генератор, А- агрегат, У-установка);
- друга літера - вид зварювання (Д-дугове, П-плазмове);
- третя літера - спосiб зварювання (Ф-пiд флюсом, Г-в захисних газах, У- унiверсальнi джерела для рiзних способiв зварювання).
При вiдсутностi третьої літери - ручне дугове покритими електродами;
- четверта літера - призначення джерела (М-багатопостове зварювання, И- iмпульсно-дугове).
Одна або двi цифри пiсля літер позначають номiнальний зварювальний струм в сотнях ампер (округлено). Двi наступнi цифри - регiстрацiйний номер виробу. Наступна за ними літера говорить про клiматичне виконання (У-для використання в краiнах з помiрним клiматом, Т-для тропiкiв, ХЛ-для районiв з холодним клiматом). Цифра пiсля літерного позначення клiматичного виконання вказує на категорiю розташування, в якiй працює джерело. Для роботи на вiдкритому повiтрi - 1, пiд навiсом - 2, в примiщеннях з природною вентиляцiєю - 3, в примiщеннях з штучним регулюванням клімату - 4, в примiщеннях з пiдвищенною вологiстю - 5.
22





Розшифровуючи, наприклад, тип джерела ВДГМ-1602У3 маємо: випрямляч для дугового зварювання в середовищi захисних газiв, багатопостової системи на струм 1600 А, реєстрацiйний номер виробу 02, використовується при роботi в помiрному кліматi в приміщеннях з природною вентиляцiєю.
23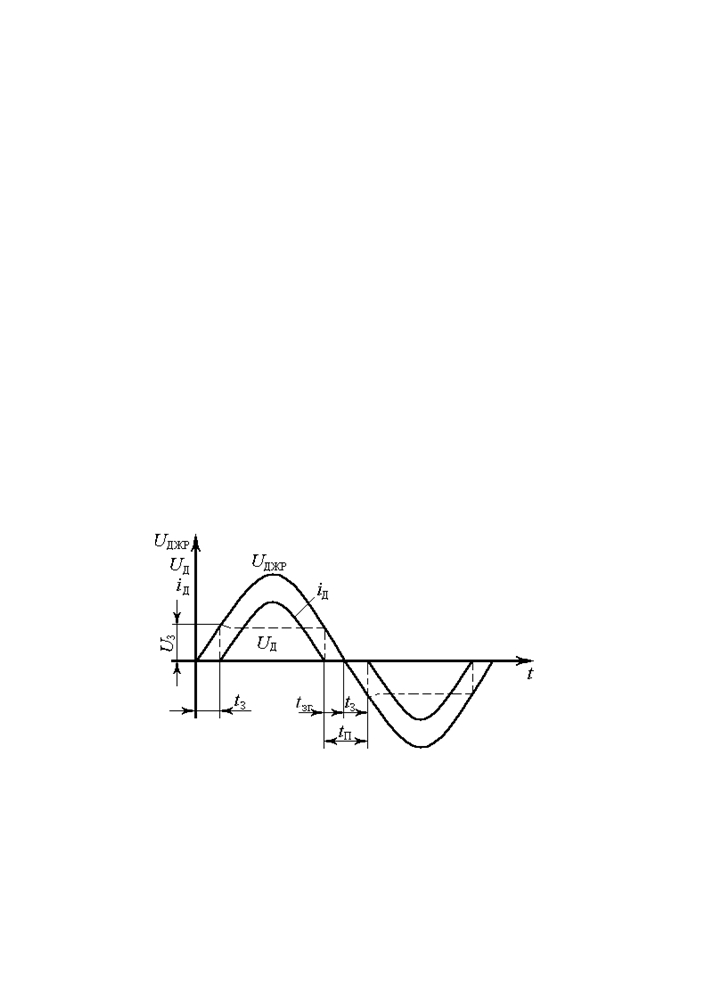
ЛЕКЦІЯ 3
3.1. Особливостi горiння дуги при живленнi її змiнним струмом
Стiйкiсть горiння дуги при зварюваннi на змiнному струмi значно гiрша від стійкості дуги постiйного струму. При частотi напруги мережi 50 Гц зварювальний струм 100 разiв на секунду набуває значення 0, пiсля чого дуга збуджується знову, тобто в її горiннi виникають короткочаснi перериви. Внаслiдок цього зменшується температура плазми в стовпi дуги i температура активних плям на електродах. Для пiдвищення стiйкостi необхiдно скорочувати час переривiв у горiннi дуги при переходi струму через нуль.
Розглянемо роботу зварювального трансформатора, в коло якого послiдовно з дугою увімкнені активний i iндуктивний опори.
При наявностi в колi тiльки активного опору формується спадна зовнiшня характеристика i здійснюється регулювання струму навантаження. Зсування фаз мiж кривою струму i напруги дорiвнює 0, (рис. 3.1). Збудження дуги в кожному пiвперiодi буде проходити при досягненi напругою рівня, який відповідає напрузi запалювання UЗ.
Рис.3.1. Криві струму і напруги при включенні в коло змінного струму тільки
активного опору.
UЗ = Um sinwtЗ, (3.1)
де Um - амплiтудне значення напруги джерела живлення,
24
w - кутова частота, яка дорiвнює 2pf,
tЗЗ рiвняння (3.1) знаходимо:
w tз
З (3.2):
t з arcsin
arcsin
U з / U m
2 p f
U з
U m
(3.2)
Згасання дуги буде проходити при напрузi меншiй, ніж вимагається для горiння
дуги, тобто:
де tЗГ - час згасання дуги. З рiвняння (3.3) знаходимо:
UЗГ=Umsin(p-wtЗГ)=UmsinwtЗГ. (3.3)
U зг
w t зг arcsin
U m
tзг arcsin
U зг / U m
2 p f
Час перерви в горiннi дуги tП буде дорiвнювати сумi tЗ i tЗГ, тобто:
t п
arcsin U з /U m arcsin U зг / U m
2 p f
При включеннi в коло вторинної обмотки трансформатора iндуктивного опору
ХРамперної характеристики на посту, що дає можливiсть регулювання режимiв зварювання i сприяє пiдвищенню стiйкостi горiння дуги змiнного струму. З кривих струму i напруги (рис. 3.2) видно, що повторне миттєве збудження зварювальної дуги можливе, якщо при переходi струму через нульове значення напруга джерела живлення буде бiльшою або рiвною напрузi запалювання UЗ, тобто:
UДЖР Um sin j ³ Uз
25




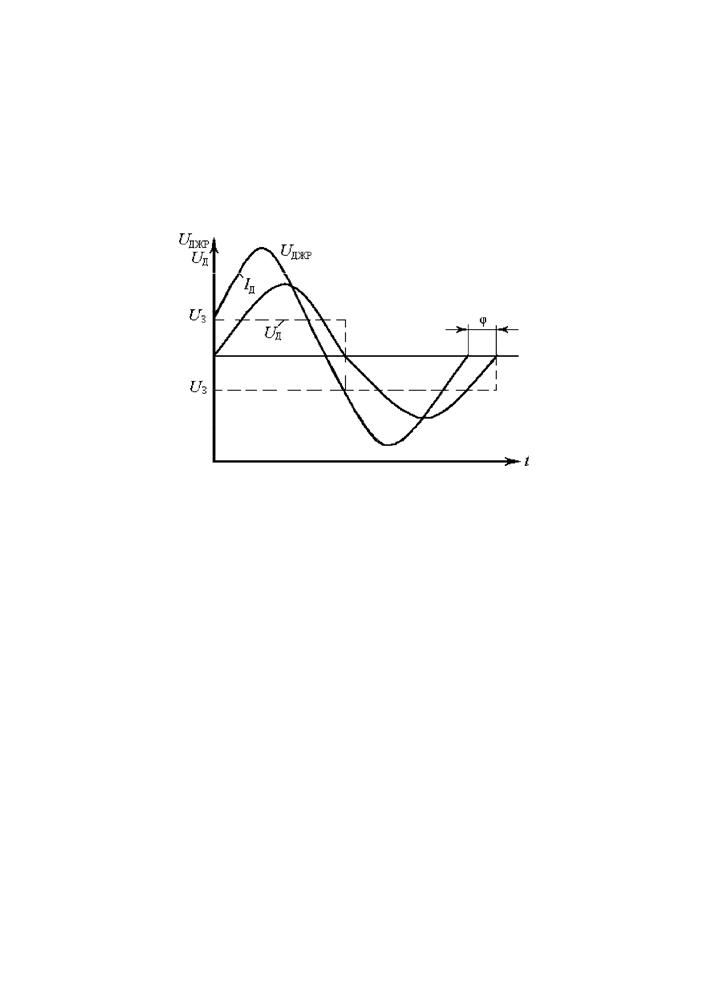
При визначеному значеннi кута зсування фаз горiння дуги пiд час всього пiвперiоду може бути безперервним, тобто tП=0. У випадку включення у зварювальне коло iндуктивностi напруга трансформатора складається з падiнь напруги в дузi i на iндуктивності:
UДЖР=UД+UР.
де UР - падiння напруги на iндуктивному опорi.
Рис.3.2. Криві струму і напруги при включенні в коло змінного струму
індуктивного опору
При навантаженнi зварювальний струм IД за виключенням переддугового перiоду практично сiнусоїдний, тобто:
IД=Imsinwt.
де Im - амплiтудне значення струму.
З введенням iндуктивностi напруга трансформатора буде визначатись наступною залежнiстю:
UДЖР=Umsin(wt+j).
Завдяки iндуктивностi в колi змiнного струму спостерiгається зсув за фазою мiж струмом i напругою. Внаслiдок цього перехiд кривої струму через нуль відбувається при високiй напрузi трансформатора, що значно пiдвищує надiйнiсть повторного запалювання i стiйкiсть горiння дуги.
Зменшити час перерви tП, тобто пiдвищити стiйкiсть горiння дуги, можна технологiчними i електротехнiчними методами.
Технологiчнi методи направленi на зниження напруги запалювання UЗ. Для
26
цього збiльшують емiсiйну здатність електродiв, використовуючи тугоплавкi або неплавкi електроди, пiдвищують степiнь остаточної iонiзацiї плазми. Для збiльшення степенi залишкової iонiзацiї вводять до складу покриття легкоiонiзуючi речовини, якi містять K, Na, Ca. Електротехнiчними методами пiдвищення стiйкостi є збiльшення напруги Um джерела живлення або напруги неробочого ходу U20,
оскільки U20 Um 2
Величина U20 джерела значною мірою залежить вiд напруги, необхiдної для повторного збудження дуги UЗ .
Стiйкiсть горiння дуги також пiдвищується i при збiльшеннi частоти змiнного струму f. Для цього необхiдно застосовувати джерела пiдвищеної частоти до 500 Гц i вище. Збiльшення частоти пов’язане зі створенням джерел складної конструкцiї, що рiзко збiльшує їх вартiсть. Найбiльш ефективними електротехнiчними методами є увімкнення послiдовно з дугою iндуктивностi або використання iмпульсного стабiлiзатора горіння дуги IСГД.
Наявнiсть iндуктивного опору в колi обов’язкова для всiх джерел живлення змiнного струму, причому для бiльшостi зварювальних кiл вiдношення X/R>5.