

3. Источники питания дуги
Для устойчивого горения дуги между электродом и изделием необходимо подвести напряжение от специального источника электрического тока. Одной из характеристик такого источника является внешняя вольт-амперная характеристика источника, представляющая зависимость напряжения на выходных зажимах от силы тока нагрузки. Внешние характеристики источников питания сварочным током дуги могут быть крутопадающими, пологопадающими, жесткими и возрастающими ( см. рис. 6).
Между статическими вольтамперными характеристиками дуги и внешними характеристиками источников питания для стабильного горения дуги должно соблюдаться выполнение определенных условий, то есть
Iд = Iи ; Uд = Uи , (8)
где Iд, Iи, Uд, Uи – соответственно токи (I) и напряжения (U) дуги
и источника.
Выбор источника питания по типу внешней характеристики производится по способу сварки. При ручной сварке покрытыми электродами или аргонодуговой сварке неплавящимся электродом применяют источники с крутопадающей характеристикой. При механизированной сварке под флюсом или в защитных газах проволокой диаметром более 2 мм применяются источники с пологопадающими характеристиками. При этом постоянство параметров режима достигается за счет саморегулирования дуги. При колебаниях длины дуги изменяются параметры Iд и Uд, а вместе с ними скорость плавления электрода таким образом, что восстанавливается прежняя длина дуги, а вместе с ней и параметры в исходное состояние. Сварка в защитных газах тонкой проволокой диаметром 1,6 мм и менее производится от источников тока, имеющих жесткую или слегка возрастающую характеристику. Процесс саморегулирования, протекающий в этом случае более интенсивно, повышает устойчивость горения дуги. Динамические свойства источников определяются по их способностям быстро реагировать на изменения параметров режима и приводить эти параметры к установившемуся режиму. К установившимся режимам относят работу источников при холостом ходе (когда нагрузка отсутствует), рабочей нагрузке и коротких замыканиях.
Основными характеристиками источников питания являются следующие.
Номинальная сила тока – максимальная сила тока нагрузки, при которой источник не превосходит расчетного температурного режима в течение установленного цикла машинного времени сварки. Номинальная сила тока большинства выпускаемых источников находится в пределах от 50 до 2000 А.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке. Отношение максимальной силы тока к минимальной показывает кратность регулирования. Обычно она изменяется от трех и выше.
Напряжение холостого хода определяется на зажимах токопроводов источника при отсутствии нагрузки в сварочной цепи. Номинальное рабочее напряжение характеризует напряжение на зажимах источника под номинальной нагрузкой.
Источники сварочного тока могут работать в одном из следующих режимов: перемежающемся, повторно-кратковременном и продолжительном. При продолжительном режиме величины номинальных значений силы тока и напряжения должны быть такими, чтобы источник мог работать без перегрева неограниченное количество времени. В перемежающемся режиме продолжительность работы под нагрузкой (в дальнейшем ПН) в течение времени tн чередуется с холостым ходом в течении tхх, когда источник не отключается от сети, и составляет в безразмерном виде
![]() (9)
(9)
Такой режим характерен для источников, применяемых при ручной и механизированной (полуавтоматической) сварке. Для ручной сварки источники имеют минимальную ПН, равную 20, 35 и 60 %. При повторно-кратковременном режиме работа под нагрузкой чередуется с временем пауз tп, когда источник полностью отключается от сети. Такой режим характеризуется относительной продолжительностью включения (в дальнейшем ПВ).
![]() (10)
(10)
Такой режим применяется при механизированной (автоматической и полуавтоматической) сварке на переменном токе при ПВ = 60 % и более. В данном случае tн + tхх и tн + tп являются расчетным циклом tц, который принимается равным 5, 10 мин или другим значением в зависимости от способа сварки. Если источник питания используется при ПН и ПВ, отличающихся от указанных в паспорте, то максимально допустимый сварочный ток определяется по формуле
 (11)
(11)
Пример: Дан источник с Iном = 500 А, при ПНном = 65 % и
tц = 10 мин. Найти Iмакс при ПНраб = 100 %.

Сварочные источники классифицируются следующим образом: переменного тока – сварочные трансформаторы, генераторы повышенной частоты; постоянного тока – генераторы, выпрямители.
Сварочным трансформатором называется электромагнитный аппарат, преобразовывающий переменный ток одного напряжения в переменный ток другого напряжения, такой же частоты. Устройство таких источников подробно рассматривается на специальном курсе. Основные параметры трансформаторов для ручной сварки регламентированы ГОСТ 95-77, для автоматической сварки ГОСТ 7012-77. Диапазон Iном выпускаемых в России трансформаторов от 125 А до 2000 А. Марки отечественных трансформаторов ТД-102, ТД-306, ТДМ-317, ТДМ-503, ТДФП-2002, ТДФЖ-2002.
Сварочный выпрямитель представляет собой агрегат, предназначенный для преобразования промышленного сетевого напряжения в сварочное, с последующим преобразованием переменного тока в постоянный. Они состоят из трансформатора понижающего напряжение, блока полупроводниковых элементов для выпрямления переменного тока и стабилизирующего дросселя для уменьшения пульсации выпрямленного тока. Отечественная промышленность выпускает большое количество типов выпрямителей с номинальным сварочным током от 125 А до 1200 А. Это выпрямители ВД-201УЗ, ВД-306УЗ, ВДГ-303, ВДГ-601, ВДУ-506, ВДУ-1201. Цифры в наименовании источника обозначают его номинальный ток.
Источниками постоянного тока могу быть и сварочные генераторы, преобразующие механическую энергию вращения в электрический ток. Сварочные генераторы, у которых механическая энергия вращения создается трехфазным асинхронным электродвигателем, называется сварочным преобразователем. Установку, состоящую из сварочного генератора и приводного двигателя внутреннего сгорания, называют сварочным агрегатом.
Еще одним видом сварочных преобразователей является инверторные источники тока. Инвертор представляет собой электронное устройство, преобразующее постоянный ток в переменный ток высокой частоты (25 кГц), электронное управление позволяет целенаправленно изменять генерацию частоты тока и менять количество энергии, проходящей через инвертор. Это же позволяет добиться большой стабильности сварочных характеристик. Основным достоинством инверторных преобразователей является высокая стабильность сварочных характеристик и низкие, по сравнению с существующими, приводимыми выше источниками массогабаритные показатели. Так, если у существующих источников 1 А тока весит 1 кг источника, то у инверторных 1 А весит 100 г источника.
Завершая разговор об источниках, необходимо отметить, что кроме однопостовых, существуют многопостовые источники дуги, обеспечивающие работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам. Подключение каждого поста к общему шинопроводу многопостового источника осуществляется через отдельное постовое сопротивление (рис. 10).
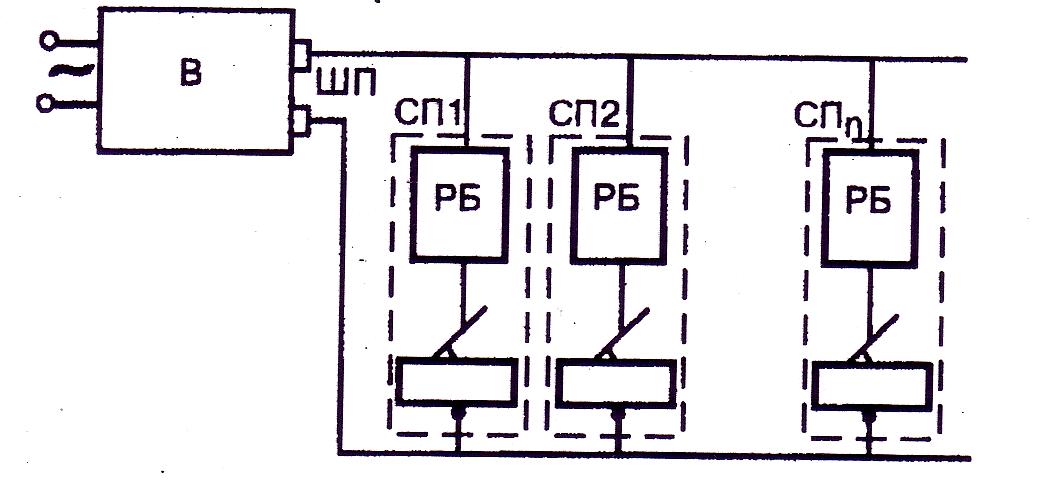
Рис. 10. Схема подключения сварочных постов к
многопостовому источнику питания дуги
При таком подключении работа одного источника мало сказывается на работе остальных.