

Основные сведения о станках с чпу.
Станки с ЧПУ представляют собой сложные многоинструментные станки, в которых управляется по программе:
– порядок выбора инструмента;
– выбор величины подач инструмента для достижения правильной формы и требуемой точности размеров
изготавливаемой детали;
– количество оборотов инструмента и т.д.
При ручной подготовке программ процесс состоит из следующих этапов:
– изучение исходной информации – чертежа детали, данных по инструменту, технологических данных по режимам
обработки;
– составление технологом-программистом программы;
– табличная запись программы;
– кодирование управляющей программы на перфоленту, магнитную ленту, перфокарту или гибкий диск – в
зависимости от считывающего устройства станка.
Технологическая оснастка.
Технологическая оснастка
Кроме основного оборудования (станки) в механической обработке применяется
технологическая оснастка – различные зажимные устройства, необходимые для закрепления детали в нужном положении; приспособления для осуществления технологических операций.
В качестве примера оснастки рассмотрим приспособление для навивки пружин, представленное на рис. 16.
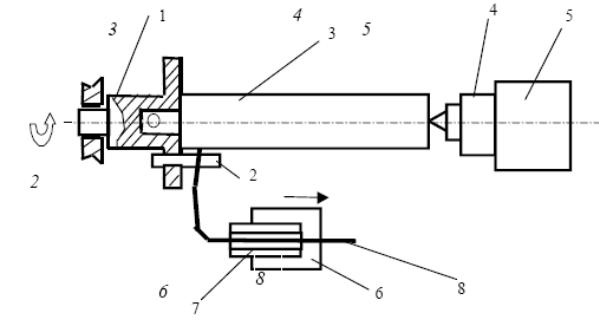
Рис. 16 Приспособление для навивки пружин:
1 – переходник; 2 – упор; 3 – сменная оправка 4 – центр задней бабки станка; 5 – задняя бабка станка; 6 – приспособление, закрепляемое в резцедержателе,для установки фильеровидного упора 7; 8 – пруток
Навивку пружин производят следующим образом. Нагретый в печи до температуры гибки пруток 8 вводят в
отверстие упора 7 и далее в зацепление с упором 2, затем производят навивку пружины перемещением вправо приспособления 6. После навивки отводят прижимной центр 4 и снимают пружину с оправки. Приспособление 6 позволяет поднимать и опускать упор 7 относительно оправки 3. На каждый диаметр пружины
необходимо изготавливать свою оправку 3, упоры 2 и 7.
Виды технологических процессов.
Постоянный технологический процесс (главный) – утверждается главным технологом предприятия, должны быть необходимые подписи начальника технического бюро, технолога, начальником бюро технического контроля.
Временный технологический процесс – действует определенное время, т.е. имеет ограничение срока действия или ограничение количества деталей и сборочных единиц. Может дорабатываться, в отличие от постоянного. Разрабатывается при освоении изделия. Подписывается начальником ТБ (технологического бюро).
Разовый технологический процесс – разрабатывается, как правило, на партию деталей и сборочных единиц, с обязательным указанием количества деталей и сборочных единиц. Пишется на основании, какого либо документа, приказа.
Типовой технологический процесс – техпроцесс изготовления группы деталей и сборочных единиц с общими конструктивными и технологическими признаками.
Спецпроцесс – процесс, результаты которого нельзя в полной мере проверить последующим контролем и испытанием продукции.