

Сварка плавлением и сварка давлением
Сварные соединения можно получать двумя принципиально разными путями: сваркой плавлением и сваркой давлением.
При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие кромки, так, чтобы получилась смачивающая их, общая ванна. Эта ванна затвердевает при охлаждении и соединяет детали в одно целое. Как правило, в жидкую ванну вводят дополнительный металл, чтобы полностью заполнить зазор между деталями, но возможна сварка и без него.
При сварке давлением обязательным является совместная пластическая деформация деталей сжатием зоны соединения. Этим обеспечивается очистка свариваемых поверхностей от пленок загрязнений, изменение их рельефа и образование атомно-молекулярных связей. Пластической деформации обычно предшествует нагрев, так как с ростом температуры уменьшается значение деформации, необходимой для сварки и повышается пластичность металла.
Возможны и комбинированные процессы, когда металл заготовок расплавляют и обжимают зону сварки.
Существует множество технологических процессов сварки (более 70).
Нагрев свариваемых деталей осуществляется разными способами: электрической дугой, газокислородным пламенем, пропусканием тока, лазером, прямым пропусканием тока и т.д.
По-разному обеспечиваются защита зоны сварки от воздействия воздуха и ее принудительная деформация.
Сварка является наиболее важным способом получения неразъемных соединений из различных материалов, свариваются металлы и сплавы, керамика, стекло, пластмассы, разнородные материалы. Сварка применяется во всех областях техники: строительство, трубопроводный транспорт, машиностроение (особенно судостроение и авиастроение).
СВАРКА ПЛАВЛЕНИЕМ
Дуговая сварка
Это наиболее широко применяемый сегодня способ.
В 1893 г. на Всемирной выставке в США русский учёный Славянов продемонстрировал получение сваркой с помощью электрической дуги 12-тигранной призмы. Все грани её были пластинками из разных металлов и сплавов, от никеля до чугуна. Тогда это казалось чудом. Сегодня же работа сварщика в маске, с электродом в руке – это самая привычная картина на любой стройке, при ремонте различных коммуникаций.
Источником теплоты является электрическая дуга, которая горит между электродом и заготовкой.
Сварочной дугой называется мощный стабильный электрический разряд между электродами, находящимися в среде ионизированных газов и паров.
Обычно используют дугу прямого действия, которая горит между электродом и изделием (рисунок 2). Нагрев идёт за счёт бомбардировки поверхности металла электрически заряженными частицами. Косвенная дуга горит между двумя электродами, и нагрев металла осуществляется за счёт излучения дуги.
На рисунке 2 показана схема сварки на прямой полярности: электрод подключён к отрицательному полюсу источника тока.
Дуга зажигается коротким замыканием электрода на изделие (постукивание, «чиркание»). Микровыступы на поверхности электрода и изделия нагреваются до температуры кипения, и при отводе электрода начинается термоэлектронная эмиссия, а также автоэлектронная эмиссия (отрыв электронов от атомов под действием электрического поля высокой напряжённости). В промежутке между электродом и изделием появляются свободные электроны, они ионизируют пары металла. Поток заряженных частиц растёт лавинообразно. Электроны и отрицательно заряженные ионы движутся к аноду, а положительные ионы – к катоду. Поверхности изделия и электрода разогреваются, и через 10-6с устанавливается дуга. Температура у оси столба дуги составляет 6000-8000 K. Т.е., дуга – это низкотемпературная плазма.
.

Рисунок 2 – Схема сварочной дуги постоянного тока:
1 – электрод; 2 – свариваемое изделие; 3 – ванна жидкого металла; 4 – столб дуги
В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие разновидности дуговой сварки (рисунок 3):
сварка неплавящимся (графитовым или вольфрамовым) электродом 1 дугой прямого действия 2 (рисунок 3, а), при которой соединение выполняется путем расплавления только основного металла 3, либо с применением присадочного металла 4;
сварка плавящимся электродом (металлическим) 1 дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом (рисунок 3, б);
сварка косвенной дугой 5, горящей между двумя, как правило, неплавящимися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги (рисунок 3, в);
сварка трехфазной дугой, при которой дуга горит между каждым электродом и основным металлом (рисунок 3, г).
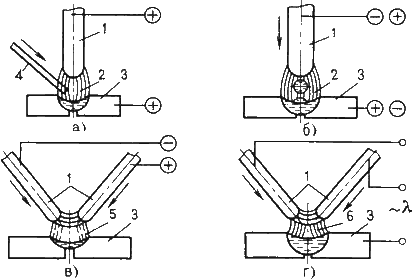
Рисунок 3 – Схемы дуговой сварки
Чаще применяют плавящиеся металлические электроды, которые формируют сварной шов; неплавящимися(угольными, вольфрамовыми) пользуются сравнительно редко, так как это усложняет технологию сварки – требуется присадочный материал.
Разновидности дуговой сварки различают по способу защиты дуги и расплавленного металла и степени механизации процесса.
Зависимость напряжения дуги от силы тока при постоянной длине дуги l называется статической вольт-амперной характеристикой дуги. Это нелинейная зависимость; на кривой выделяются три участка: падающий I, жёсткий II и восходящий III (рисунок 4).
Напряжение дуги пропорционально её длине, т.е. для сохранения постоянного напряжения необходимо поддерживать постоянную длину дуги.
Ручная дуговая сварка (РДС) осуществляется при падающей характеристике с переходом к жёсткой, автоматическая дуговая сварка под флюсом (АДСФ) – при жёсткой с переходом к восходящей, сварка в углекислом газе – при возрастающей.
Р исунок
4–Статическая вольт-амперная Рисунок
5– Внешние характеристики
исунок
4–Статическая вольт-амперная Рисунок
5– Внешние характеристики
характеристика дуги источников сварочного тока
При питании дуги переменным током с частотой 50 Гц анод и катод 100 раз в секунду меняются местами. При нулевых значениях напряжения и тока дуга гаснет. Поэтому напряжение зажигания дуги на переменном токе составляет 50 – 70 В, тогда как на постоянном достаточно 40 – 60 В.