

1.3 Инструменты контроля качества
Для анализа результатов контроля качества широкое распространение получили методы статистического контроля качества, которые представляют записи статистических данных о процессах изготовления продукции или предоставления услуг. Наиболее известные из них «семь инструментов контроля качества», которые сначала широко применялись в кружках качества в Японии, а затем, благодаря своей эффективности и доступности для рядовых работников, распространились и по другим странам.
В состав этих инструментов входят:
Контрольные листы (или сбор данных);
Диаграмма Парето;
Гистограмма;
Диаграмма разброса;
Контрольные графики;
Диаграмма стратификации (метод расслоения);
Причинно-следственная диаграмма (диаграмма Исикавы, «рыбий скелет»).
Содержание этих методов заключается в следующем:
Контрольные листы (или сбор данных) – специальные бланки для сбора данных. Они облегчают процесс сбора, способствуют точности сбора данных и автоматически приводят к некоторым выводам, что очень удобно для быстрого анализа. Результаты легко преобразуются в гистограмму или диаграмму Парето. Форма контрольного листа может быть разной, в зависимости от его назначения (см.Рис.6).
Диаграммы Парето – относятся к столбцовым (линейным) диаграммам, изображающим сравнительную важность проблем. Представленная информация позволяет выделить наиболее важные проблемы и выбрать приоритетные направления концентрации усилий по совершенствованию качества. Данная информация может базироваться на данных контрольных листов.
Контрольный лист |
|
Категории жалоб покупателей |
|
Поставки |
IIII IIII I |
Упаковывание |
IIII II |
Эксплуатационные характеристики |
IIII IIII IIII IIII III |
Персонал |
II |
Выписывание счета |
IIII IIII IIII |
Разное |
IIII IIII I |
Рис.6.Пример контрольного листа
Названа по имени швейцарского социолога и экономиста Вильфредо Парето, родившийся в Италии. Исследовал распределение доходов и благосостояния среди населения в конце 19 века. Он обнаружил, что сравнительно небольшая часть населения получает большую часть доходов и ей принадлежит большая часть всех богатств.
Гистограмма – вид столбцовой диаграммы. Служит для обобщения цифровых данных. Может быть использована как средство графического отображения данных контрольного листа. Демонстрирует разброс (частотное распределение характеристик продукции или процесса). Характер распределения полученных данных может обнаружить суть проблемы. Предназначена для коммуникации непосредственно с людьми, управляющими процессом. Пример гистограммы приведен ниже (см. Рис.8).

Рис. 8. Гистограмма потребления топлива для 100 автомобилей.
Диаграмма (график) разброса - Диаграмма рассеяния применяется для исследования зависимости между двумя видами данных, например для анализа зависимости суммы выручки от числа обращений к продавцу; сопротивления удару от давления, при котором производилась обработка, и т.д.
Рис. 1. Диаграмма рассеяния
Диаграмма рассеяния, так же как и метод расслоения (стратификации), используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы.
Диаграмма рассеяния строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он позволяет легко определить, имеется ли между этими двумя параметрами корреляционная зависимость.
Диаграмма рассеяния строится в таком порядке: по горизонтальной линии откладываются измерения величин измерения величин одной переменной, а по вертикальной оси - другой переменной.
Контрольные графики (контрольные карты) – разновидность графика , который отличается наличием границ, обозначающих допустимый диапазон разброса характеристик в обычных условиях течения процесса. Выход характеристик за пределы контрольных границ означает нарушение стабильности процесса и требует проведения анализа причин и принятия соответствующих мер. Пример контрольной карты – см. рис.
На диаграмме представлен выход продукции на фабрике. Из нее следует, что выход продукции снижается в утреннюю смену. Значит в дальнейшем рассмотрению подлежат проблемы утренней смены. Эта диаграмма полезна при выявления сильных тенденций, которые затушевываются при представлении усредненных данных.
Причинно-следственная диаграмма (диаграмма Исикавы, «рыбий скелет» - демонстрирует отношения между проблемой и ее возможными причинами. Обеспечивает модель установления связей между проблемой и факторами, влияющими на нее. Причинно-следственная диаграмма полезна для устранения причин появления проблем, а также полезна для понимания эффектов воздействия нескольких факторов на процесс. Анализируется четыре основных причинных фактора: человек, машина (оборудование), материал и метод работ. При анализе этих факторов выявляются вторичные, третичные и т.д. причины, приводящие к дефектам и подлежащие устранению. Для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам. Такую диаграмму еще называют диаграммой «четыре М» по составу основных факторов: Маhn, Method, Material, Machine.
Сложная причинно-следственная диаграмма анализируется с помощью расслоения по отдельным факторам, таким как материалы, исполнители, время проведения операций и др. При выявленной при анализе заметной разнице в разбросе между «слоями» принимают соответствующие меры для ликвидации этой разницы и устранения причины ее появления.
Причинно-следственная диаграмма как метод решения возникающих проблем используется не только в производственной сфере, но и для привлечения новых клиентов, для оценки конфликтов, возникающих между отдельными подразделениями предприятия, для контроля складских операций, контроля долговых обязательств и т.д.
Рассмотренные семь инструментов контроля качества – простые и надежные средства для систематического решения большего количества (до 95%) проблем, касающихся контроля качества в самых разных областях.
При осуществлении контроля качества производится обязательный сбор данных, а затем их обработка с помощью статистических инструментов контроля качества. Овладеть ими обязан каждый менеджер по качеству, и пользоваться ими после соответствующей подготовки могут все участники процесса.
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции - это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
II. Практическая часть
2.1 На основании опыта руководства цеха принято решение перевести на статистическое регулирование технологический процесс изготовления болтов на станках – автоматах. За показатель качества при этом выбран диаметр болта D=26 мм и его допускаемые (ES=-0,005 мм и нижнее EI= -0,019 мм) отклонения. Необходимо выяснить правильное ли решение принято руководством цеха.
Исходными данными являются измерения выборки из 100 болтов, измерение диаметров которых производят по 5 болтов через каждый час, т.е. проводится 20 серий измерений. Для упрощения вычислений и измерений произведена настройка измерительной скобы на размер 25,980 мм. Результаты контроля (отклонения от размера 25,980 в мкм) сведены в таблицу.
Таблица 1. Сгруппированные значения вариационного ряда
№ п/п
|
Отклонение, мм |
||||
1 |
25,9901 |
25,983 |
25,985 |
25,994 |
25,99 |
2 |
25,9814 |
25,994 |
25,988 |
25,993 |
25,991 |
3 |
25,9922 |
25,992 |
25,983 |
25,988 |
25,99 |
4 |
25,9922 |
25,994 |
25,987 |
25,991 |
25,989 |
5 |
25,9901 |
25,991 |
25,989 |
25,995 |
25,987 |
6 |
25,9912 |
25,992 |
25,991 |
25,994 |
25,992 |
7 |
25,9955 |
25,991 |
25,994 |
25,988 |
25,983 |
8 |
25,9922 |
25,994 |
25,992 |
25,991 |
25,991 |
9 |
25,9912 |
25,987 |
25,991 |
25,993 |
25,989 |
10 |
25,9944 |
25,99 |
25,989 |
25,992 |
25,988 |
11 |
25,989 |
25,991 |
25,994 |
25,99 |
25,993 |
12 |
25,9933 |
25,993 |
25,986 |
25,984 |
25,993 |
13 |
25,9847 |
25,988 |
25,983 |
25,983 |
25,984 |
14 |
25,9879 |
25,985 |
25,983 |
25,985 |
25,984 |
15 |
25,9879 |
25,984 |
25,989 |
25,985 |
25,988 |
16 |
25,9901 |
25,99 |
25,986 |
25,989 |
25,983 |
17 |
25,9836 |
25,987 |
25,986 |
25,987 |
25,992 |
18 |
25,9879 |
25,985 |
25,986 |
25,989 |
25,993 |
19 |
25,9836 |
25,992 |
25,99 |
25,986 |
25,99 |
20 |
25,9901 |
25,986 |
25,993 |
25,99 |
25,985 |
2.2 Найдем минимальное и максимальное значения вариационного ряда:
Xmin = 25,98144
Xmax = 25,99548
k – число интервалов (k=8, т.к. число данных от 50 до 100).
2.3 Определение ширины интервала
 ,
,
где xmin и xmax – минимальное и максимальное значения в совокупности данных;

2.4 Определение границ интервалов
Таблица 2. Расчетные данные
Номер интервала |
Границы интервалов, г. |
Центральное значение интервала, x0i, г. |
Условное обозначение частоты |
Значение частоты fi |
|
|
нижняя |
верхняя |
|
|
|
1 |
25,98144 |
25,983195 |
25,9823175 |
//////// |
8 |
2 |
25,983195 |
25,98495 |
25,9840725 |
///////////// |
13 |
3 |
25,98495 |
25,986705 |
25,9858275 |
////// |
6 |
4 |
25,986705 |
25,98846 |
25,9875825 |
////////////// |
14 |
5 |
25,98846 |
25,990215 |
25,9893375 |
//////////////////// |
20 |
6 |
25,990215 |
25,99197 |
25,9910925 |
/////////// |
11 |
7 |
25,99197 |
25,993725 |
25,9928475 |
////////////////// |
18 |
8 |
25,993725 |
25,99548 |
25,9946025 |
////////// |
10 |
2.5 Определение центральных значений интервалов
x0i = верхняя граница + нижняя граница
2
2.6 Определение частоты попадания значений в заданный интервал
Просматривая всю совокупность имеющихся значений параметра, в каждом интервале размещают отдельные значения, которые составляют частоту fi попадания данных в соответствующий интервал (см. табл. 2).
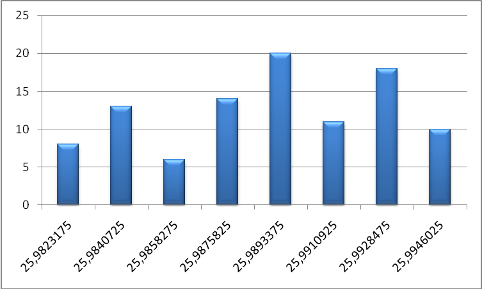
Рисунок 1. Гистограмма распределения контролируемого показателя качества
2.7 Осуществить расчет параметров распределения и анализ полученных результатов
Гистограмма позволяет оценить состояние исследуемого технологического процесса. Важную информацию может дать форма гистограммы и ее расположение в сравнении с контрольными нормативами (границами).
Возможны различные формы гистограмм:
с двусторонней симметрией (нормальное распределение);
вытянутая вправо (влево);
двугорбая;
в форме обрыва (обрезан один край или оба);
не имеющая высокой центральной части (плато);
с отдельным островком.
На рисунке 1 изображена гистограмма не имеющая высокой центральной части (плато) – такая гистограмма получается, когда объединяются несколько распределений, в которых средние значения отличаются незначительно. Такую гистограмму целесообразно анализировать, используя метод расслоения.
Гистограмма и границы поля допуска. Когда известны контрольные нормативы, на гистограмме отмечают прямыми линиями верхнюю и нижнюю границы нормы (допуска), что позволяет сравнить взаимное расположение гистограммы и контрольных нормативов. Если норма неизвестна, на график наносят точки, отображающие запланированные значения, и проводят через них вертикальные линии.
Разброс невелик по сравнению с нормой, но из-за большого смещения среднего значения x в сторону верхней границы нормы появляется брак. Необходимы меры, способствующие смещению среднего значения к средней точке между контрольными нормативами.