

3. Контрольные карты кумулятивных сумм
При использовании контрольных карт Шухарта решение о том, что процесс вышел из состояния статистической управляемости принимается при регистрации одного из сигнальных признаков, например, выхода очередной точки за контрольные границы. В то же время информацию о намечающейся тенденции к разладке процесса на такой карте разглядеть обычно не удается. В этом смысле более наглядными являются контрольные карты кумулятивных сумм.
Методика построения таких карт заключается в следующем. Если есть ряд значений некоторого признака xl, x2, x3,....,xn, то
образование кумулятивных сумм (кусумм) будет происходить следующим образом:

где k - константа, представляющая собой некоторое заранее определенное значение.
Вычисленные и нанесенные на график в порядке их появления кумулятивные суммы образуют кусумм - карту.
Константа k может принимать любое значение, даже нулевое, однако чаще всего ее приравнивают математическому ожиданию исследуемого признака, или к номинальному значению параметра процесса.
Если среднее значение параметра процесса возрастает, то будет иметь место и общий рост уровня кусуммы, поскольку все большее число значений (x1 - k) будут положительными.
Если среднее значение параметра будет уменьшаться, то и график кусумм будет стремиться вниз. Другими словами, изменение среднего значения исходных данных приведет к изменению угла наклона графика кусумм.
Фактическая величина значения кусуммы в отдельной точке не имеет никакого значения, так как из-за мелких случайных колебаний параметров процесса на отдельных участках графика кусумм могут проявляться различные тенденции в угле наклона. И только определение среднего наклона графика кусумм позволяет установить, имеет ли место устойчивая тенденция изменения исследуемого параметра в данный временной период.
Порядок расчетов и построения карты кумулятивных сумм рассмотрим на следующем примере.
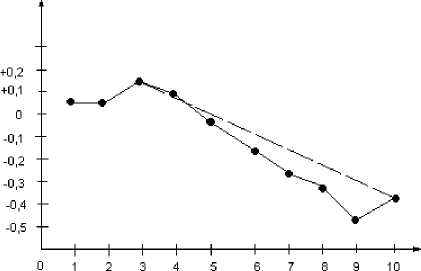
Пример. При анализе процентного содержания кремния в стальных образцах были получены следующие цифры, в %: 2,30; 2,25; 2,35; 2,20; 2,10; 2,15; 2,15; 2,20; 2,10; 2,35. Необходимо построить кусумм - карту для номинального значения 2,25%.
Данные для построения карты кумулятивных сумм можно представить в виде таблицы:
Таблица 6 – Процентное содержание кремния в стальных образцах в зависимости от номера образца.
№ образца |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Содержание Si, % |
2,30 |
2,25 |
2,35 |
2,20 |
2,10 |
2,15 |
2,15 |
2,20 |
2,10 |
2,35 |
Разность (xn – k) |
+0,05 |
0 |
+0,10 |
-0,05 |
-0,15 |
-0,10 |
-0,10 |
-0,5 |
-0,15 |
+0,10 |
Кусумма |
+0,05 |
+0,05 |
+0,15 |
0,10 |
-0,05 |
-0,15 |
-0,25 |
-0,30 |
-0,45 |
-0,35 |
График кумулятивных сумм показан на рисунке 4.
Кумулятивная сумма
Номер образца
Рисунок 4 – Карта кумулятивных сумм для содержания кремния в стальных образцах
Из построенной кусумм - карты хорошо видна тенденция к понижению содержания кремния в исследуемых образцах.
Для карт кумулятивных сумм мерой измерения исследуемой случайной величины является наклон графика. Если график кумулятивной суммы горизонтален (имеет нулевой наклон), то технологический процесс находится в оптимальном режиме. В противном случае процесс не отличается стабильностью.
График кумулятивных сумм более чувствителен к выявлению изменений в уровне исследуемого параметра, чем традиционные графики. Изучение карты кумулятивных сумм позволяет увязать обнаруженные тенденции изменения контрольного признака с реальными внешними влияющими факторами и событиями, вызывающими изменение параметра в ту или иную сторону от установленного значения.
Контрольные вопросы
Что такое контрольная карта?
Что является целью построения и анализа контрольных карт?
К какому виду контрольных карт относятся ( -R)-карты?
Как определяют центральную линию CL и контрольные границы на ( -R)-картах?
Как по виду контрольных карт можно определить, что процесс находится в состоянии статистической управляемости?
Какие дополнительные критерии существуют для оценки необычных структур на - карте?
Перечислите виды контрольных карт по альтернативному признаку. В каком случае их используют?
Для чего строят контрольные карты кумулятивных сумм?
Как по виду графика кумулятивной суммы можно определить, что процесс находится в оптимальном режиме?
ЗАДАЧИ
1. Менеджер по качеству компании-импортера чая предъявляет следующие требования к процессу упаковки, известные ему из аналогичных упаковочных процессов:
Средний вес упаковки 100,6 г.,
Стандартное отклонение 1,4 г.
Для контроля были взяты 25 выборок объемом 5 пачек. Значения их средних и размахов приведены в таблице 7.
Таблица 7 – Результаты обработки измерений 25 выборок пачек чая в граммах.
№ п/п |
Среднее подгруппы |
Размах подгруппы |
№ п/п |
Среднее подгруппы |
Размах подгруппы |
1 |
100,6 |
3,4 |
14 |
99,4 |
5,1 |
2 |
101,3 |
4,0 |
15 |
99,4 |
4,5 |
3 |
99,6 |
2,2 |
16 |
99,6 |
4,1 |
4 |
100,5 |
4,5 |
17 |
99,3 |
4,7 |
5 |
99,9 |
4,8 |
18 |
99,9 |
5,0 |
6 |
99,5 |
3,8 |
19 |
100,5 |
3,9 |
7 |
100,4 |
4,1 |
20 |
99,5 |
4,7 |
8 |
100,5 |
1,7 |
21 |
100,1 |
4,6 |
9 |
101,1 |
2,2 |
22 |
100,4 |
4,4 |
10 |
100,3 |
4,6 |
23 |
101,1 |
4,9 |
11 |
100,1 |
5,0 |
24 |
99,9 |
4,7 |
12 |
99,6 |
6,1 |
25 |
99,7 |
3,4 |
13 |
99,2 |
3,5 |
|
|
|
Построить и R – карты и оценить статистическую управляемость процесса упаковки чая.
2. Наладчик произвел настройку автоматического станка на номинальный размер 35 и стандартное отклонение 4,2.
Для проверки правильности настройки станка проведен контроль колебаний качества изделий от партии к партии. Для этого из каждой партии бралась малая выборка объемом 5 деталей. В таблице 8 показаны результаты обработки данных десяти выборок.
Таблица 8 – Данные контроля показателя качества
№ выборки |
Среднее арифметическое |
Размах |
1 |
36,0 |
6,6 |
2 |
31,4 |
0,5 |
3 |
39,0 |
15,1 |
4 |
35,6 |
8,8 |
5 |
38,8 |
2,2 |
6 |
41,6 |
3,5 |
7 |
36,2 |
9,6 |
8 |
38,0 |
9,0 |
9 |
31,4 |
20,6 |
10 |
29,2 |
21,7 |
Оцените возможности статистической управляемости процесса обработки деталей на автоматическом станке.
3. В таблице 9 приведены результаты измерений внешнего радиуса втулки. Каждые полчаса делались четыре измерения. Всего взято 20 выборок.
Таблица 9 – Производственные данные для внешнего радиуса втулки
№ подгруппы |
Радиус |
|||
Х1 |
Х2 |
Х3 |
Х4 |
|
1 |
2 |
3 |
4 |
5 |
1 |
0,1898 |
0,1729 |
0,2067 |
0,1898 |
2 |
0,2012 |
0,1913 |
0,1878 |
0,1921 |
3 |
0,2217 |
0,2192 |
0,2078 |
0,1980 |
4 |
0,1832 |
0,1812 |
0,1963 |
0,1800 |
5 |
0,1692 |
0,2263 |
0,2066 |
0,2091 |
6 |
0,1621 |
0,1832 |
0,1914 |
0,1783 |
7 |
0,2001 |
0,1937 |
0,2169 |
0,2082 |
8 |
0,2401 |
0,1825 |
0,1910 |
0,2264 |
9 |
0,1996 |
0,1980 |
0,2076 |
0,2023 |
10 |
0,1783 |
0,1715 |
0,1829 |
0,1961 |
11 |
0,2166 |
0,1748 |
0,1960 |
0,1923 |
12 |
0,1924 |
0,1984 |
0,2377 |
0,2003 |
13 |
0,1768 |
0,1986 |
0,2241 |
0,2022 |
14 |
0,1923 |
0,1876 |
0,1903 |
0,1986 |
15 |
0,1924 |
0,1996 |
0,2120 |
0,2160 |
16 |
0,1720 |
0,1940 |
0,2116 |
0,2320 |
17 |
0,1824 |
0,1790 |
0,1876 |
0,1821 |
18 |
0,1812 |
0,1585 |
0,1699 |
0,1680 |
19 |
0,1700 |
0,1567 |
0,1694 |
0,1702 |
20 |
0,1698 |
0,1664 |
0,1700 |
0,1600 |
Оцените статистическую управляемость процесса, предложите свои рекомендации по качеству его настройки и разбросу.
4. Для исследования коррозии цинка образцы, изготовленные в различных условиях, были подвергнуты климатическим воздействиям. В таблице 10 приведены результаты измерений десяти серий, по шесть образцов в каждой. Точность измерения 0,0001 дюйм.
Таблица 10 – Результаты исследований коррозии цинка.
№ п/п |
Измеренное значение |
|||||
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
Х6 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
0,5005 |
0,5000 |
0,5008 |
0,5000 |
0,5005 |
0,5000 |
2 |
0,4998 |
0,4997 |
0,4998 |
0,4994 |
0,4999 |
0,4998 |
3 |
0,4995 |
0,4995 |
0,4995 |
0,4995 |
0,4995 |
0,4996 |
4 |
0,4998 |
0,5005 |
0,5005 |
0,5002 |
0,5003 |
0,5004 |
5 |
0,5000 |
0,5005 |
0,5008 |
0,5007 |
0,5008 |
0,5010 |
6 |
0,5008 |
0,5008 |
0,5010 |
0,5005 |
0,5006 |
0,5009 |
7 |
0,5000 |
0,5001 |
0,5002 |
0,4995 |
0,4996 |
0,4997 |
8 |
0,4993 |
0,4994 |
0,4999 |
0,4996 |
0,4996 |
0,4997 |
9 |
0,4995 |
0,4995 |
0,4997 |
0,4992 |
0,4995 |
0,4992 |
10 |
0,4994 |
0,4998 |
0,5000 |
0,4990 |
0,5000 |
0,5000 |
Оцените результаты анализа на коррозию с помощью ( -R)-карт
5. Контролировались защитные кожухи зубчатой передачи с гальваническим покрытием. Браковочным показателем являлись такие дефекты, как оголенные участки, грубое покрытие и т.п. Объем выборок был постоянным и равнялся 400. Результаты контроля выборок из 15 последовательно взятых партий представлены в таблице 11.
Таблица 11 - Результаты контроля защитных кожухов
№ партии |
Число дефектных изделий |
№ партии |
Число дефектных изделий |
№ партии |
Число дефектных изделий |
1 |
1 |
6 |
0 |
11 |
2 |
2 |
3 |
7 |
1 |
12 |
0 |
3 |
0 |
8 |
0 |
13 |
1 |
4 |
7 |
9 |
8 |
14 |
0 |
5 |
2 |
10 |
5 |
15 |
3 |
Построить р-карту и оценить статистическую управляемость процесса.
6. Ежедневно в течение 10 рабочих дней качество продукции контролируется по выборкам размером в 50 единиц. При этом получены следующие результаты (таблица 12).
Таблица 12 - Результаты контроля продукции
День |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Число бракованных изделий |
9 |
7 |
4 |
2 |
4 |
15 |
2 |
3 |
5 |
5 |
 Постройте
np-карту
и проанализируйте статистическую
управляемость
процесса.
Постройте
np-карту
и проанализируйте статистическую
управляемость
процесса.
7. В таблице 13 приведены результаты контроля 25 последовательных партий холщовых мешков. Объем выборок был принят равным 10. Подсчитывались все дефекты, даже если встречались два или более одинаковых.
Таблица 13 - Результаты контроля холщовых мешков
№ выборки |
Число дефектов |
№ выборки |
Число дефектов |
№ выборки |
Число дефектов |
1 |
17 |
10 |
18 |
19 |
23 |
2 |
14 |
11 |
25 |
20 |
22 |
3 |
6 |
12 |
5 |
21 |
9 |
4 |
23 |
13 |
8 |
22 |
15 |
5 |
5 |
14 |
11 |
23 |
20 |
6 |
7 |
15 |
18 |
24 |
6 |
7 |
10 |
16 |
13 |
25 |
24 |
8 |
19 |
17 |
22 |
|
|
9 |
29 |
18 |
6 |
|
|
Построить С-карту и оценить статистическую управляемость процесса.
8. На заводе по производству шин каждые полчаса контролировали 15 шин и записывали общее число несоответствий (таблица 14).
Таблица 14 - Число несоответствий при контроле шин
№ выборки |
Число несоответствий с |
№ выборки |
Число несоответствий с |
№ выборки |
Число несоответствий с |
1 |
4 |
6 |
1 |
11 |
7 |
2 |
5 |
7 |
5 |
12 |
5 |
3 |
3 |
8 |
6 |
13 |
2 |
4 |
6 |
9 |
2 |
14 |
3 |
5 |
2 |
10 |
4 |
|
|
Построить u - карту и оценить статистическую управляемость процесса.
9. Данные таблицы 15 представляют собой количество пробоев провода с резиновой изоляцией, измеряемого последовательными отрезками длиной 10000 см, при заданном испытательном напряжении.
Таблица 15 – Количество пробоев в двадцати последовательных отрезках провода длиной по 10000 см
№ отрезка |
Число пробоев, с |
№ отрезка |
Число пробоев, с |
№ отрезка |
Число пробоев, с |
1 |
1 |
8 |
6 |
15 |
16 |
2 |
1 |
9 |
1 |
16 |
20 |
3 |
3 |
10 |
1 |
17 |
1 |
4 |
7 |
11 |
10 |
18 |
6 |
5 |
8 |
12 |
5 |
19 |
12 |
6 |
1 |
13 |
0 |
20 |
4 |
7 |
2 |
14 |
19 |
|
|
При помощи контрольной с - карты оцените статистическую управляемость процесса изготовления провода. Если процесс статистически неуправляем, выполните корректирующие мероприятия и перестройте с - карту.
10. При контроле процесса нанесения цинкового покрытия на листовое железо средний вес цинкового покрытия определялся по результатам 25 выборок объемом n=5, извлекаемых из текущей продукции ежедневно. Результаты расчета средних весов покрытий в каждой из выборок приведены в таблице 16.
Таблица 16 - Результаты измерения веса цинкового покрытия
№ выборки |
Средний вес покрытия в выборке, г |
№ выборки |
Средний вес покрытия в выборке, г |
№ выборки |
Средний вес покрытия в выборке, г |
1 |
2 |
3 |
4 |
5 |
6 |
1 |
1,47 |
10 |
1,70 |
19 |
1,57 |
2 |
1,52 |
11 |
1,60 |
20 |
1,56 |
3 |
1,55 |
12 |
1,51 |
21 |
1,65 |
4 |
1,38 |
13 |
1,32 |
22 |
1,53 |
5 |
1,64 |
14 |
1,47 |
23 |
1,34 |
6 |
1,63 |
15 |
1,45 |
24 |
1,43 |
7 |
1,53 |
16 |
1,44 |
25 |
1,54 |
8 |
1,60 |
17 |
1,48 |
|
|
9 |
1,32 |
18 |
1,55 |
|
|
Номинальным значением цинкового покрытия считается 1,5 г. Оцените особенности протекания процесса по - карте и кусумм - карте. Сравните результаты оценок.
11. В таблице 17 приведены результаты текущего технического контроля хода технологического процесса и указаны числа дефектных изделий в 25 последовательных выборках объемом 100, извлеченных из готовой продукции. Приемочный уровень качества - допустимое число дефектных изделий в выборке для данного технологического процесса к=2 (стандартное значение задано).
Таблица 17 - Число дефектных изделий в выборках объемом n=100.
№ выборки |
Число дефектных изделий |
№ выборки |
Число дефектных изделий |
№ выборки |
Число дефектных изделий |
1 |
1 |
10 |
1 |
19 |
1 |
2 |
2 |
11 |
0 |
20 |
1 |
3 |
3 |
12 |
1 |
21 |
4 |
4 |
0 |
13 |
1 |
22 |
4 |
5 |
1 |
14 |
3 |
23 |
4 |
6 |
0 |
15 |
0 |
24 |
0 |
7 |
0 |
16 |
3 |
25 |
2 |
8 |
0 |
17 |
3 |
|
|
9 |
2 |
18 |
4 |
|
|
Оцените особенности процесса используя пр-карты и кусумм карты. Сравните результаты оценок.