

Для оценки таких необычных структур на - карте существует набор из семи дополнительных критериев:
Девять точек подряд находятся в зоне С по одну сторону от центральной линии.
Пятнадцать последовательных точек находятся в зоне С выше и ниже центральной линии.
Две из трех последовательных точек находятся в зоне А.
Четыре из пяти последовательных точек находятся в зоне В.
Имеются семь возрастающих или убывающих точек подряд (тренд)
Восемь последовательных точек находятся по обеим сторонам центральной линии и ни одной – в зоне С.
Четырнадцать попеременно возрастающих и убывающих точек.
Если на контрольных картах обнаружены точки, вышедшие за контрольные границы или необычные структуры, то вероятнее всего это говорит о какой-то неслучайной причине, повлиявшей на процесс. Такая причина должна быть найдена и устранена в результате корректирующих действий. Обнаруженные же точки должны быть исключены из рассмотрения, что требует пересчета значений центральной линии и контрольных границ.
2.2 Контрольные карты для альтернативных данных
( -R)-карты, называемые контрольными картами по количественному признаку, используются в тех случаях, когда показатели качества могут быть выражены количественными данными - размеры, вес, содержание примесей и т.д. В тех случаях, когда показатели качества определяются качественными данными, например интенсивность окрашивания или степень загрязнения, которые трудно выразить в количественном виде, обычно применяется другой вид контрольных карт, которые называются контрольными картами по альтернативному признаку. В таких случаях качество определяется двумя оценками: "качественно" и "некачественно".
Альтернативные данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих данным признаком, либо число таких событий в единице продукции или подгруппе (выборке).
Альтернативные данные в общем случае могут быть получены быстро и дешево. Для сбора их не требуется специального обучения.
В качестве альтернативных при построении контрольных карт используются следующие данные:
доля дефектной продукции р;
количество единиц дефектной продукции - nр;
число дефектов - с;
число дефектов на единицу продукции u.
При использовании контрольных карт для альтернативных данных достаточно одной карты, так как предполагаемое распределение имеет только один независимый параметр - средний уровень. В таблице 3 приведены формулы для определения контрольных границ.
 Таблица
3 – Формулы контрольных границ Шухарта
для альтернативных
данных
Таблица
3 – Формулы контрольных границ Шухарта
для альтернативных
данных
При построении р-карты вначале собирают предварительные данные так, чтобы их число можно было представить 20-25 группами, и для каждой группы рассчитывают долю (%) дефектной продукции р по следующей формуле:
р=рn/n,
где рn - число дефектных изделий; n - число выборок.
При определении доли дефектной продукции р подсчитывают не число дефектных изделий из партий произведенной продукции, а рассматривают число дефектных изделий в отношении установленных показателей качества. Примерами могут быть случаи, когда дефектными являются окраска, точность выполнения углов, плоскостность поверхности, и изделие рассматривается как дефектное в отношении каждого из этих показателей.
Пример. Построим контрольную р-карту. Если рассматривать недоброкачественность продукции только по показателю "интенсивность окраски" при контроле процесса окраски, то подсчитывается доля дефектной продукции р по этому показателю. В таблице 4 представлены данные о недоброкачественности по показателю "интенсивность окраски" изделия, разделенные на 25 групп.
Таблица 4 – Данные о недоброкачественности изделия по показателю "интенсивность окраски", разделенные на 25 групп.
№ группы |
Число выборок, n |
Число дефектных изделий, рn |
Доля дефектных изделий, р |
1 |
100 |
4 |
0,04 |
2 |
100 |
2 |
0,02 |
3 |
100 |
0 |
0,00 |
4 |
100 |
5 |
0,05 |
5 |
100 |
3 |
0,03 |
6 |
100 |
2 |
0,02 |
7 |
100 |
4 |
0,04 |
8 |
100 |
3 |
0,03 |
9 |
100 |
2 |
0,02 |
10 |
100 |
6 |
0,06 |
11 |
100 |
1 |
0,01 |
12 |
100 |
4 |
0,04 |
13 |
100 |
1 |
0,01 |
14 |
100 |
0 |
0,00 |
15 |
100 |
2 |
0,02 |
16 |
100 |
3 |
0,03 |
17 |
100 |
1 |
0,01 |
18 |
100 |
6 |
0,06 |
19 |
100 |
1 |
0,01 |
20 |
100 |
3 |
0,03 |
21 |
100 |
3 |
0,03 |
22 |
100 |
2 |
0,02 |
23 |
100 |
0 |
0,00 |
24 |
100 |
7 |
0,07 |
25 |
100 |
3 |
0,03 |
Всего
![]() =2500;
=2500;
![]() =68
=68
1. Определим долю дефектных изделий для каждой группы, разделив число дефектных изделий р на число выборок n.
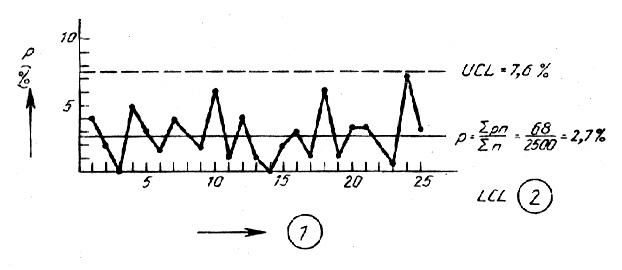
2. На бланке контрольной карты по вертикальной оси будем откладывать найденные для отдельных групп значения доли дефектной продукции р в процентах, а по горизонтальной оси - номера групп, как показано на рисунке 2.
3. После нанесения всех точек р рассчитаем центральную линию и контрольные границы по следующим формулам:
Центральная
линия:
![]() =
/
,
=
/
,
где - среднее арифметическое для р;
 -
сумма числа дефектных изделий;
-
сумма числа дефектных изделий;
- сумма числа выборок;
Рисунок 2 – Карта для контроля качества окраски изделия:
1 – номер выборки; 2 – контрольные линии
![]()
Для рассматриваемого примера UCL = 7,6%
Поскольку при расчете нижней контрольной границы результат в некоторых случаях может оказаться отрицательным, в этих случаях нижняя контрольная граница отсутствует. Если при расчете результат оказывается равным нулю, нижняя контрольная граница будет проходить по оси абсцисс.
4. Определенная указанным образом центральная линия обозначается на карте сплошной линией, а контрольные границы - пунктирной линией.
Контрольные границы р-карты меняются в зависимости от числа выборок для каждой групп. В примере, показанном в таблице 4, значение n для каждой группы постоянно (в данном случае равно 100). Поэтому и контрольные границы, как видно на рисунке 2, одинаковы.
С помощью контрольных карт можно контролировать также суммарное число дефектов, например число царапин на поверхности изделия и т.п. В этом случае применяются С-карты. В таблице 5 представлены данные по подсчету числа царапин на поверхности изделия в зависимости от номера выборки.
Таблица 5 – Число царапин на поверхности изделия в зависимости от номера выборки
№ выборки |
Суммарное число дефектов С |
№ выборки |
Суммарное число дефектов С |
1 |
4 |
11 |
5 |
2 |
5 |
12 |
3 |
3 |
4 |
13 |
2 |
4 |
4 |
14 |
7 |
5 |
4 |
15 |
3 |
6 |
7 |
16 |
4 |
7 |
3 |
17 |
2 |
8 |
3 |
18 |
3 |
9 |
4 |
19 |
4 |
10 |
4 |
20 |
7 |
Построение С-карты с использованием данных из таблицы 5 производится следующим образом.
1. Значения суммарного числа дефектов С из таблицы 5 наносят на бланк контрольной карты. В этом случае по вертикальной оси откладывают значения С, а по горизонтальной - номера выборок.
2.
Определяют
![]() ,
находя сумму С
для каждой из групп, и делят ее на число
групп (выборок). В результате получается
среднее арифметическое С,
определяющее среднюю линию. Для примера,
приведенного в таблице 5:
,
находя сумму С
для каждой из групп, и делят ее на число
групп (выборок). В результате получается
среднее арифметическое С,
определяющее среднюю линию. Для примера,
приведенного в таблице 5:
=∑С/20=82/20=4,1
3. Рассчитывают контрольные границы по формуле из таблицы 3:
![]()
Для рассматриваемого примера
UCL = 4,1+3√4,1=10,17
LCL = 4,1 – 3√4,1 = –1,97 (отсутствует, т.к. получено отрицательное число).
К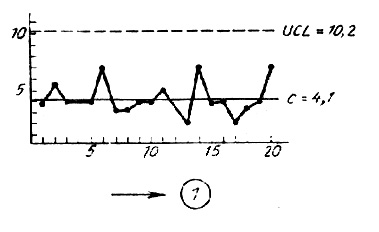 онтрольная
С-карта,
построенная по данным таблицы 5, показана
на рисунке 3.
онтрольная
С-карта,
построенная по данным таблицы 5, показана
на рисунке 3.
Рисунок 3 – Контрольная С-карта: 1-номер выборки.
Аналогично карте ( -R), если все точки графика оказываются внутри контрольного диапазона р-карты или С-карты, это означает, что процесс протекает в стабильных условиях. Если же одна или несколько точек выходят за контрольные границы, это означает, что в процессе произошли какие-то отклонения, грозящие выходом дефектной продукции. При этом для предотвращения повторного "выброса" необходимо быстро найти причину отклонения и принять меры по ее устранению.
Например, в случае, когда на р-карте контроля интенсивности окраски точка вышла за контрольную границу, необходимо исследовать такие контрольные параметры процесса, как соответствие стандарту на операции процесса окрашивания, постоянство интенсивности окраски, соблюдение установленного метода сушки и т.д.