

Практическая работа
Тема: «Изучение схем транспортирующего оборудования(ленточные конвейеры, винтовые конвейеры, ковшовые элеваторы)»
Цель: «Научиться читать схемы оборудования, объяснять устройство, принцип работы, содержание ремонта»
Задание:
Описать назначение транспорта
Начертить схему и описать устройство
Объяснить принцип работы
Охарактеризовать основные неполадки и их устранение
Ремонт
 Ленточные
конвейеры
Ленточные
конвейеры
Назначение
Относятся к транспортирующему оборудованию с тяговым органом и служат для перемещения сыпучих и штучных грузов в горизонтальном и наклонном направлении. Резинотканевая лента, которая состоит из резиновых прокладок и обкладок, связанных тканевыми прокладками, является рабочим органом, по которому перемещается транспортируемый материал. Также используют ленты с завулканизированными стальными тросами малых диаметров - резинотросовые ленты. Для транспортирования горячих материалов возможно использование стальных лент. Ленточные конвейеры бывают стационарными, передвижными, переносными, поворотными
В ленточных конвейерах продукт непрерывно подают на ленту через приемное устройство. Рабочее сторона ленты имеет желобчатую форму, соответствующую форме рабочих роликовых опор, что позволяет увеличить производительность конвейера по сравнению с прямыми роликами почти в два раза. Лента получают движение от приводного барабана. Для натяжения ленты используют барабан. Холостая ветвь ленты движется по горизонтальным роликовым опорам. Все узлы конвейера монтируют на железобетонной или металлической станины.

Приемное или загрузочное устройство предназначено обеспечивать наиболее полную загрузку конвейера и предотвращать россыпи продукта, так как направление и скорость поступающего продукта и ленты не совпадают. Загрузочное устройство представляет собой прямоугольную металлическую коробку (лоток) без дна и передней стенки со скопленными к низу стенками.
Конвейерная лента приводится в движение от приводного устройства или приводной станции. Для привода ленточного конвейера применяют электродвигатель с синхронной частотой вращения 1000 … 1500 об/мин. Частота вращения привода барабана не более 200 об/мин. Поэтому для передачи движения от электродвигателя приводному барабану конвейера необходимо специальное приводное устройство, либо клиноременная передача, либо различные редукторы.
Лента должна быть полностью натянута для нормальной передачи движения от электродвигателя через приводной барабан. Для натяжения ленты применяет грузовое и винтовое натяжные станции. Лента является основным рабочим органом конвейера. Применяются резинотканевые ленты без резиновых обкладок, с одной или двумя обкладками. Длина ленточного конвейера, как правило, не превышает 100 м, а угол наклона 20 0.Для разгрузки зерна с ленточного конвейера на приводном барабане устанавливают сбрасывающую коробку, представленную собой сварной металлический кожух, к которому присоединяют самотечную трубу. Для удаления образовавшейся при падении зерна пыли сбрасывающие коробки аспирируют.
 Принцип
работы
Принцип
работы
Ленточный конвейер представляет собой транспортирующее устройство непрерывного действия, основой которого является «бесконечная» резинотканевая лента, которая, огибая с одной стороны приводной, а с другой – концевой барабаны, совершает поступательное движение и является одновременно тяговым и грузонесущим органом конвейера. Поступательное движение ленты обеспечивает приводной барабан, приводимый во вращение редукторным приводом. Для увеличения угла обхвата приводного барабана лентой, а также сближения грузонесущей и холостой ветвей ленты у приводного и концевого барабанов, могут устанавливаться отклоняющие барабаны. Натяжение ленты обеспечивает натяжное устройство. В зависимости от требуемой производительности, рода транспортируемого материала и технологических требований верхняя грузонесущая ветвь ленты в поперечном сечении может быть желобчатой или плоской (профиль сечения определяется типом роликоопоры). Насыпной груз поступает на ленту через загрузочную воронку. Загрузка, как правило, производится в зоне концевого барабана. Разгрузка материала с ленты производится через воронку в любом пункте конвейера стационарным или передвижным разгрузочным устройством. Очистка ленты от налипающего транспортируемого материала производится резиновыми скребками или вращающимися щётками; барабанов – металлическими скребками.
|
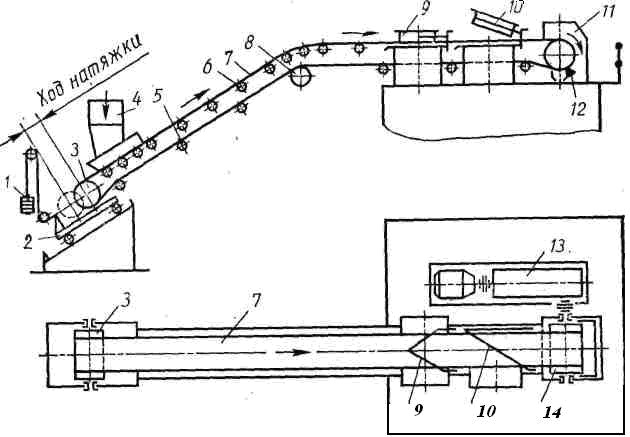
Ленточные конвейеры имеют тяговый элемент 7 (рис) в виде бесконечной ленты, являющейся и несущим элементом конвеера, привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб 11 и устройство 12 для очистки ленты. Все элементы смонтированы на раме конвейера. Для аварийного отключения на конвейере монтируется канатное выключающее устройство, позволяющее отключить конвейер с любого пункта вдоль него
Неисправности ленточных конвейеров и способы их устранения.
|
|
||
Неисправности |
Причины неисправностей |
Способы устранения |
|
Лента сбегает. |
Перекос валов приводного или натяжного барабанов. |
Проверить положение подшипников барабанов, устранить перекос. |
|
Неправильное положение роликовых опор. |
Установить роликовые опоры перпендикулярно продольной оси конвейера. |
||
Неправильная сшивка ленты. |
Перешить ленту и отрегулировать натяжение. |
||
Налипание материала на барабаны роликовые опоры. |
Наладить правильную загрузку. |
||
Односторонняя загрузка ленты. |
Очистить барабаны и роликовые опоры, отрегулировать работу скребков. |
||
Попеременное смещение ленты вправо и влево. |
Конвейер установлен наклонно в поперечном направлении. |
Установить правильно конвейер, чтобы ось была горизонтальной. |
|
Излишнее натяжение ленты. |
Отрегулировать натяжение. |
||
Лента провисает между роликовыми опорами и пробуксовывает на приводном барабане. |
Недостаточное натяжение ленты. |
Подтянуть ленту и при необходимости перешить. |
|
Значительное просыпание материала из-под загрузочной воронки. |
Износились резиновые полоски на нижних кромках воронки. |
Заменить полоски. |
|
Велик угол наклона. |
Уменьшить угол наклона. |
||
Скольжение перемещаемого груза. |
Соприкосновение бортов загрузочной воронки с лентой. |
Правильно установить борты. |
|
Направляющие ролики не перемещаются по осям. |
Неправильная сборка. |
Проверить положение осей, роликов, блоков. |
|
Заедание на осях. |
|||
Ненормальный шум в передаче. |
Недостаток или отсутствие смазки. |
Пополнить или залить смазку. |
|
Несоответствующая или некачественная смазка. |
Удалить старую смазку, залить качественную. |
||
Износ или поломка зубьев. |
Заменить зубчатые колёса. |
||
Неправильная сборка. |
Проверить правильность зацепления, устранить неправильность сборки. |
||
 Ремонт
Ремонт
Ремонту подвергают трудоёмкие в изготовлении детали, восстановление которых обходится значительно дешевле вновь изготовляемых. Ремонтируемая деталь должна обладать значительным запасом прочности, позволяющей восстанавливать или изменять размеры сопрягаемых поверхностей (по системе ремонтных размеров), не снижая (в ряде случаев повышая) их долговечность, сохранив или улучшив эксплуатационные качества сборочной единицы агрегата.
Детали подлежат замене, если уменьшение их размеров в результате износа нарушают нормальную работу механизма или вызывает дальнейший интенсивный износ, который приводит к выходу механизма из строя.
При ремонте оборудования заменяют детали с предельным износом, а также износом меньше допустимого, если они по расчетам ни дослужат до очередного ремонта. Срок службы деталей рассчитывают с учетом предварительного износа и интенсивности их изнашивания в фактических условиях эксплуатации.