

Шероховатость обработанной поверхности
Все причины образования шероховатости обработанной поверхности можно разбить на три группы, связанные:
1) с положением режущих кромок инструмента относительно обработанной поверхности;
2) упругой и пластической деформацией обрабатываемого материала;
3) возникновением вибраций в технологической станочной системе.
О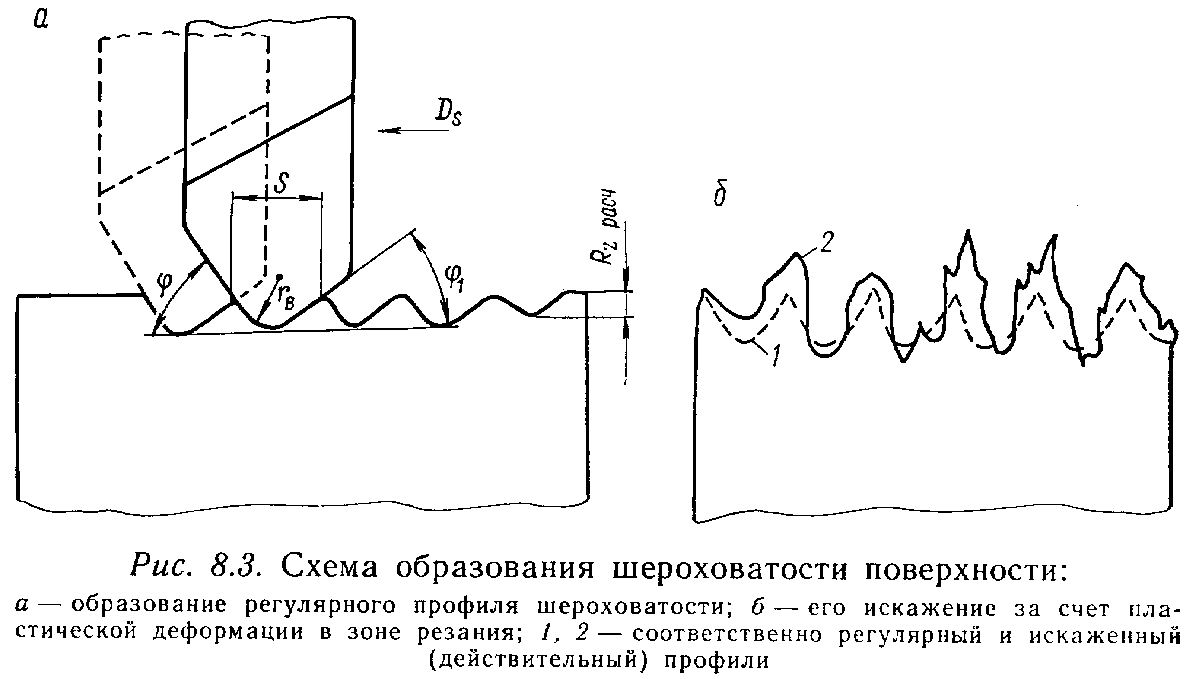 бразование
неровностей обработанной поверхности
в первом приближении можно представить
как след рабочего движения режущей
кромки (или кромок) инструмента в
поверхностном слое металла (стр. 241) –
регулярный профиль. На образование
регулярного профиля шероховатости
влияет геометрия режущего инструмента,
в частности главный и вспомогательный
углы в плане
и 1,
радиус вершины резца rв
и подача S.
бразование
неровностей обработанной поверхности
в первом приближении можно представить
как след рабочего движения режущей
кромки (или кромок) инструмента в
поверхностном слое металла (стр. 241) –
регулярный профиль. На образование
регулярного профиля шероховатости
влияет геометрия режущего инструмента,
в частности главный и вспомогательный
углы в плане
и 1,
радиус вершины резца rв
и подача S.
Исходя из геометрических соотношений расчетная высота неровностей для резца с незакругленной вершиной: Rzрасч=S sin sin1/sin (+1).
Для резца, вершина
которого закруглена радиусом rв
(при S>
rв),
используется эмпирическая зависимость:
Rzрасч=S2/(8
rв),
а при тонком точении Rzрасч=![]() ,
где аmin
– минимальная толщина среза: аmin
=КS(t/2rв)1/2;
К – коэффициент, учитывающий уменьшение
размеров сечения среза и механические
свойства обрабатываемого материала.
,
где аmin
– минимальная толщина среза: аmin
=КS(t/2rв)1/2;
К – коэффициент, учитывающий уменьшение
размеров сечения среза и механические
свойства обрабатываемого материала.
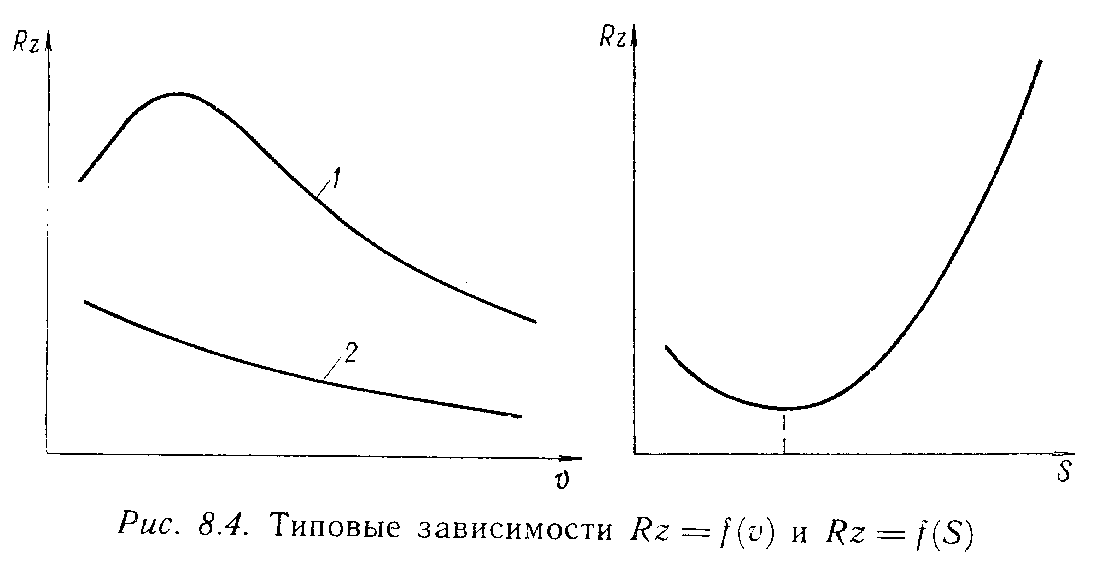
Из приведенных формул следует, что чем больше S, и 1, и меньше rв, тем высота неровностей больше и наоборот. Указанную шероховатость называют поперечной (ее измеряют в направлении подачи). Одновременно образуется и продольная шероховатость, измеряемая вдоль главного движения инструмента (или детали). Обычно поперечная шероховатость больше продольной, и поэтому она сильнее влияет на эксплуатационные свойства обработанных поверхностей.
В реальном процессе обработки металлов резанием впереди резца и под обработанной поверхностью образуется определенная зона пластической деформации. Это вносит существенные искажения в регулярный профиль поверхности, т.к. пластически деформированный металл в отдельных местах как бы наволакивается, а также вырываются отдельные кусочки металла. Поэтому чем меньше поверхностная пластическая деформация, тем ближе фактический профиль подходит к регулярному.
При затуплении режущего инструмента шероховатость обработанной поверхности возрастает: при точении на 50…60%, фрезеровании цилиндрическими фрезами на 100…115%, фрезеровании торцовыми фрезами на 35…45%, сверлении на 30…40% и развертывании на 20…30%. Это объясняется увеличением пластической деформации металла поверхностного слоя.
Уменьшить пластическую деформацию, а следовательно, и искажения регулярного профиля поверхности можно увеличением переднего угла, а также скорости резания, проведением соответствующей термической обработки металла (например, нормализации или улучшения), применением СОТС и т.д.
14
Остаточные деформации и напряжения в поверхностном слое
При обработке деталей под действием сил резания в поверхностном слое металла происходит его упругопластическое деформирование.
Пластическая деформация распространяется на определенную глубину металла, расположенного под обработанной поверхностью, и сопровождается скольжением, т.е. перемещением отдельных частей кристаллов по определенным кристаллографическим плоскостям. Пластической деформации предшествует упругая, распространяющаяся со скоростью, близкой к скорости звука.
При пластической деформации происходит возникновение и концентрация дислокаций (нарушение в отдельных местах правильного строения кристаллической решетки) около линий сдвигов. При резании пластическая деформация вызывает наклеп поверхности, за счет чего последняя упрочняется, повышается ее микротвердость и снижается пластичность.
П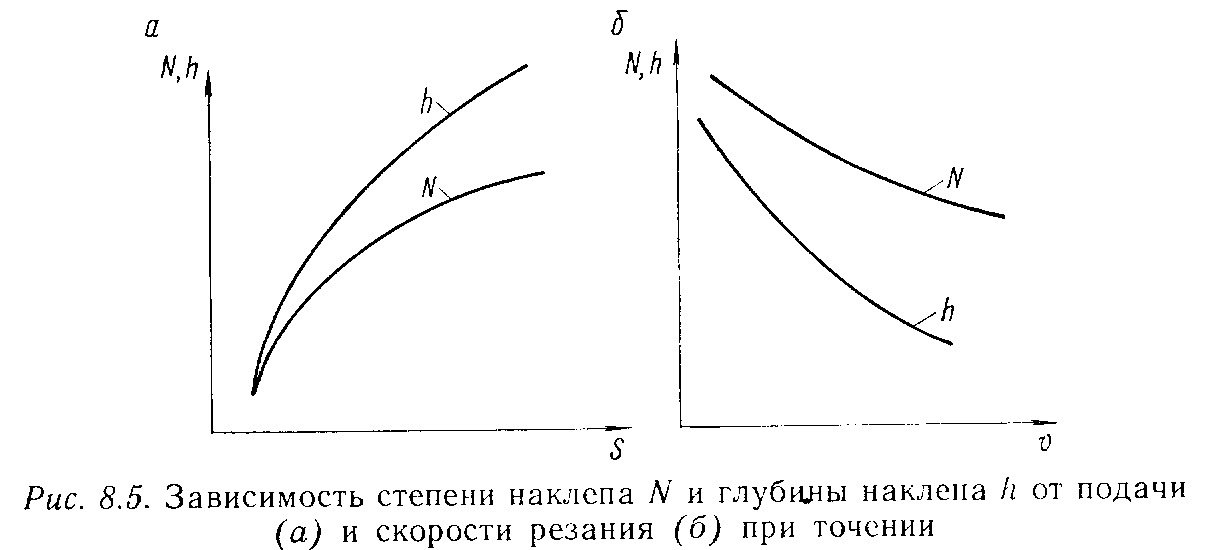 ри
наклепе наблюдается
снижение электропроводности,
теплопроводности и плотности металла,
что объясняется увеличением количества
дислокаций и вакансий в наклепанном
металле. В общем случае с увеличением
сил резания и продолжительности их
воздействия возрастает пластическая
деформация поверхностного слоя металла,
а следовательно, увеличивается степень
его упрочнения N
и глубина распространения наклепа h.
Так, например, они возрастают с увеличением
подачи и уменьшаются с ростом скорости
резания (Рис. 248).
ри
наклепе наблюдается
снижение электропроводности,
теплопроводности и плотности металла,
что объясняется увеличением количества
дислокаций и вакансий в наклепанном
металле. В общем случае с увеличением
сил резания и продолжительности их
воздействия возрастает пластическая
деформация поверхностного слоя металла,
а следовательно, увеличивается степень
его упрочнения N
и глубина распространения наклепа h.
Так, например, они возрастают с увеличением
подачи и уменьшаются с ростом скорости
резания (Рис. 248).
Для приближенного расчета глубины наклепа можно пользоваться методом, базирующимся на решении задач теории пластичности. При несвободном резании острым резцом
h=S(1-sin) sin 2/2sin,
где - угол сдвига; - главный угол резца в плане.
Угол сдвига tg =cos/(Ka - sin),
где Ка – коэффициент утолщения стружки; - передний угол резца. Формула с h справедлива, когда отношение S/t<0,3.
Установлено, что возможности упрочнения металла за счет его наклепа ограничены, и при чрезмерном пластическом деформировании может образоваться «перенаклеп» металла, что приводит к его разупрочнению. Разупрочнение происходит при исчерпании зернами металла возможности упрочняться. При этом наблюдается его разрыхление, появление трещин, отслаивание и т.д.
Остаточными напряжениями называют напряжения в поверхностном слое деталей, которые существуют при отсутствии каких-либо внешних воздействий, например температурных или силовых. При обработке резанием и вызванных им пластических деформациях металла уменьшается его плотность и соответственно увеличивается удельный объем примерно на 0,3…0,8% от исходного значения.
Вследствие трения задней поверхности инструмента об обработанную поверхность в поверхностных слоях последней возникает пластическая, а ниже – упругая деформация растяжения. По мере движения режущего клина и снятия нагрузки упругорастянутые слои стремятся возвратиться в исходное состояние, но этому препятствуют пластически деформированные слои. В результате внутренние области оказываются частично растянутыми, а в поверхностных слоях возникнут остаточные напряжения сжатия.
О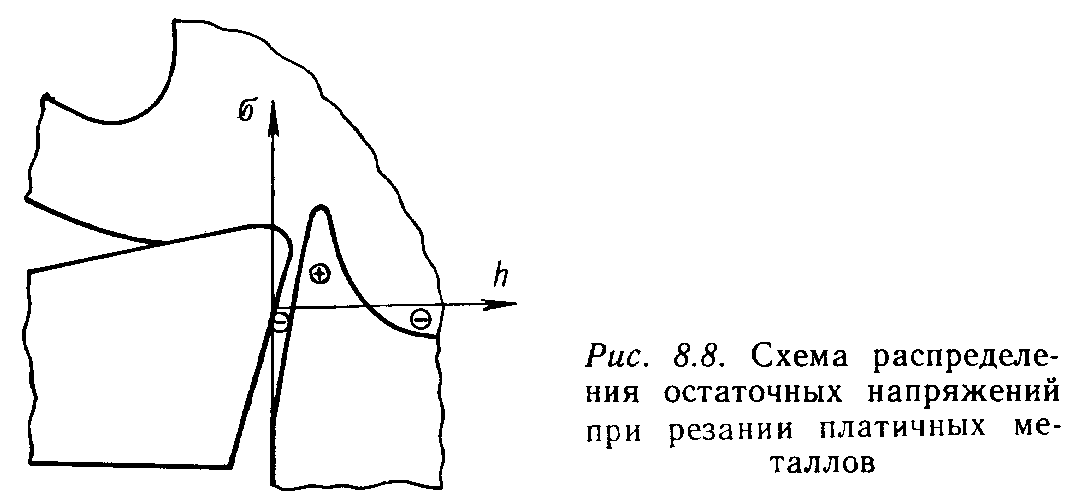 статочные
напряжения могут возникнуть в связи с
локальным нагревом поверхности
обрабатываемой детали. Под действие
теплового фактора поверхностные слои
стремятся удлиниться, но этому препятствуют
более холодные, расположенные в глубине
металла, и в поверхностном слое возникают
напряжения сжатия. При охлаждении
наблюдается обратная картина с
образованием растягивающих напряжений.
Результирующую эпюру напряжений следует
рассматривать как результат одновременного
действия силового и теплового фактора.
статочные
напряжения могут возникнуть в связи с
локальным нагревом поверхности
обрабатываемой детали. Под действие
теплового фактора поверхностные слои
стремятся удлиниться, но этому препятствуют
более холодные, расположенные в глубине
металла, и в поверхностном слое возникают
напряжения сжатия. При охлаждении
наблюдается обратная картина с
образованием растягивающих напряжений.
Результирующую эпюру напряжений следует
рассматривать как результат одновременного
действия силового и теплового фактора.
При обработке резанием металлов, склонных к фазовым превращением, нагрев в зоне резания может вызывать структурные превращения, связанные, как известно, с объемными изменениями кристаллической решетки металла. Поэтому в слоях со структурой, имеющей больший удельный объем, развиваются напряжения сжатия, а в слоях со структурой меньшего удельного объема – остаточные напряжения растяжения.
15