

12.4 Виробництво точних виливків відцентровим литтям
При відцентровому литті рідкий метал заливають у форму, що обертається. Під впливом відцентрових сил метал наближається до стінок форми і твердіє.
Форма приводиться у обертання на спеціальних машинах для відцентрового лиття, які виготовляють з різною віссю обертання: вертикальною, горизонтальною і нахиленою.
Деталі невеликої довжини, напр. бронзові втулки, відливають на машинах із вертикальною віссю обертання (рис 10, б). Деталі великої довжини, напр. чавунні водопровідні труби, сталеві стволи гармат відливають на машинах з горизонтальною віссю обертання (рис.10, а).
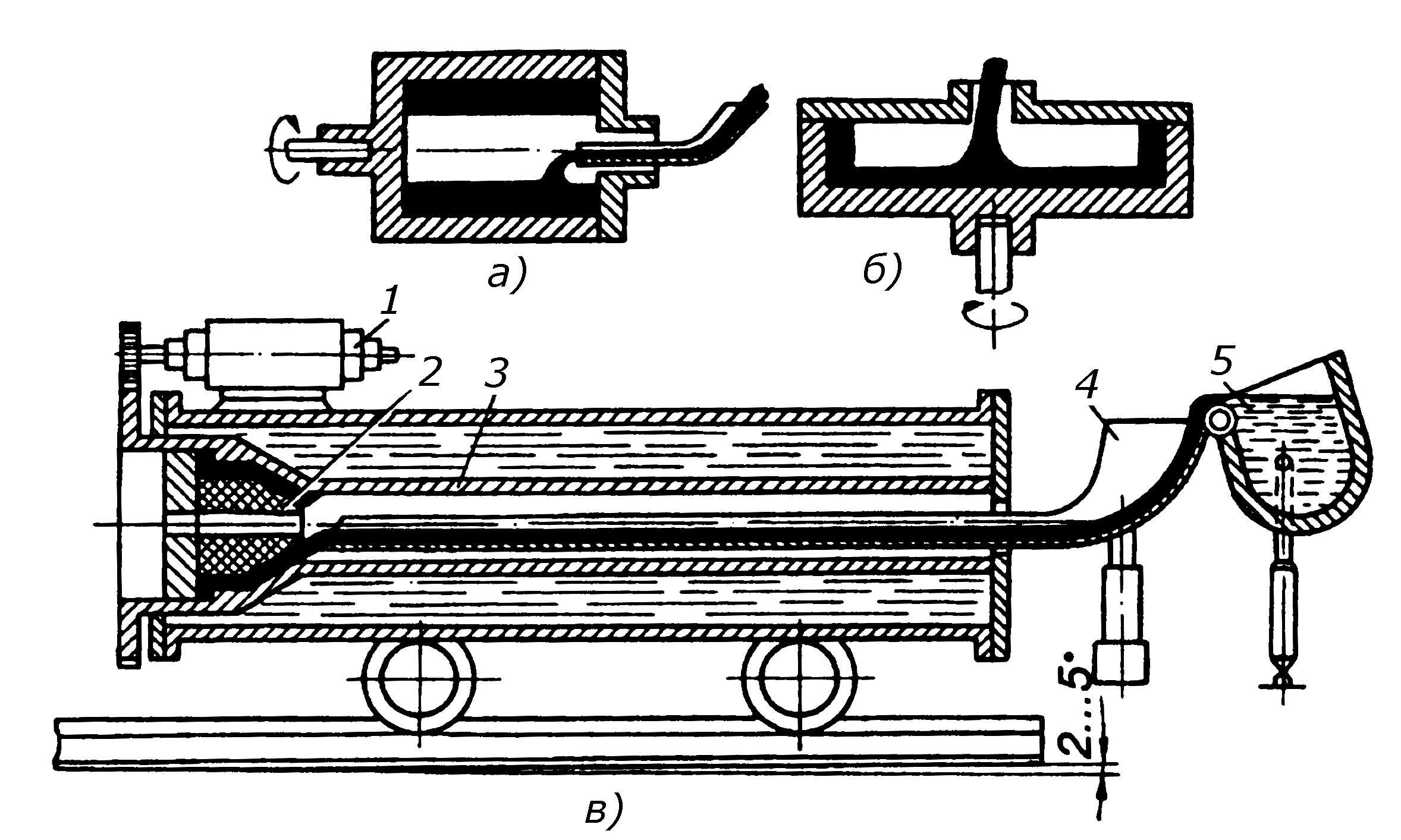
Рис. 10 Схема установки для відцентрового лиття труб
1 - ел. двигун приводить форму в обертання, 2 - стрижень, установлений наприкінці форми для обмеження внутрішньої поверхні розтруба, 3 - обертова металева форма, 4 – жолоб, по якому направляється метал, 5 - ківш з рідким металом
В міру подачі металу машина рівномірно переміщується, поки зріз кінця жолоба не досягне кінця форми. Далі подача металу припиняється, а після затвердіння металу припиняється й обертання. Потім готовий виріб витягають.
12.4 Виробництво точних виливків литтям під тиском
Це найбільш продуктивний та економічний процес отримання точних фасонних виливків.
Суть процесу у тому, що розплавлений метал заповнює сталеву форму під тиском поршня машини.
Під тиском отримують деталі із цинкових, алюмінієвих, магнієвих і мідних сплавів. Такі виливки не потребують механічної обробки.
Для їх отримання застосовують поршневі машини. Розплавлений метал знаходиться у сталевому тиглі, який зроблений як одне ціле з циліндром. Усередині циліндра переміщується поршень. Якщо поршень рухається нагору, метал через отвір, що відкривається, поступає у циліндр, потім видавлюється через канал у форму (рис.11).
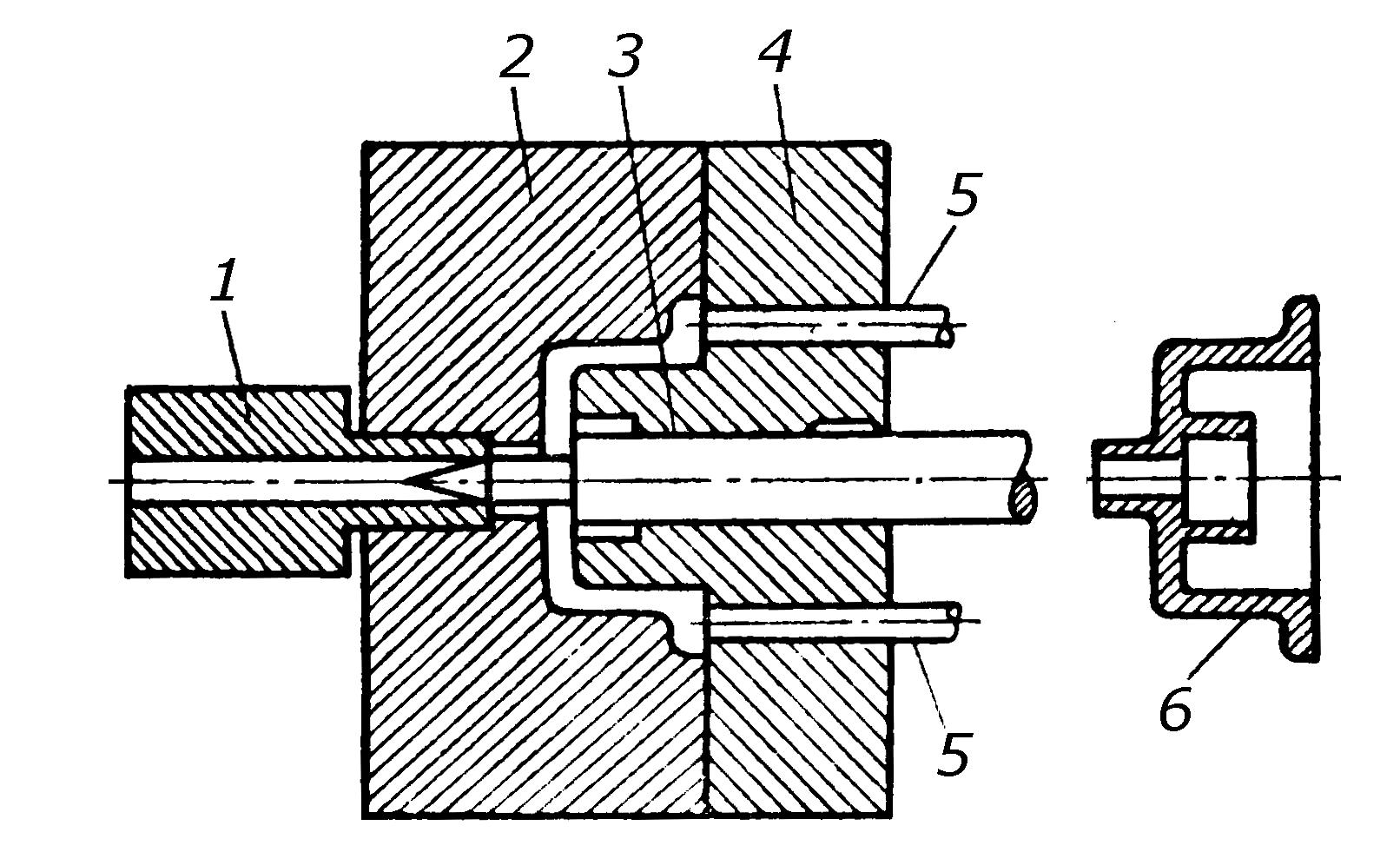
Рис. 11 Форма для лиття під тиском
1 – мундштук, через який під тиском поршня у форму надходить рідкий метал, 2 - нерухома частина форми, 4 - рухома частина форми (складають порожнину відповідну виливку), 3 - стрижень (служить для утворення отвору), 5 - штовхальник (виштовхує готовий виливок з форми), 6 - готовий виливок
13. Розрахунок ливникової системи
Сукупність каналів, призначених для підведення в порожнину форми розплавленого металу називається ливниковою системою (рис.12).
Рис.12 Ливникова система |

Ливникова система складається із ливникової чаші 1, стояка 2, шлаковловлювача 3 та живильників 4.
Ливникова чаша служить для прийому металу із ковша і під час заливання повинна бути повною, щоб уникнути влучення шлаку в порожнину форми. Стояк - це вертикальний канал, звужений донизу, щоб попередити засмоктування повітря. Він призначений для подачі рідкого металу до інших елементів системи. Шлаковловлювач - горизонтальний канал, на який спирається стояк. Служить для відстоювання шлаку, що потрапив із чаші, і забезпечує рівномірний розподіл металу через живильники до окремих перетинів форми. Живильники (літники) - горизонтальні канали для подачі рідкого металу безпосередньо в порожнину форми. Вони виконуються у вигляді щілини. Кількість живильників та їх розташування залежать від конфігурації деталей, які відливаються. В залежності від конструкції, маси виливків і складу сплаву застосовують різні типи літників, які показані на рисунку (рис.13).
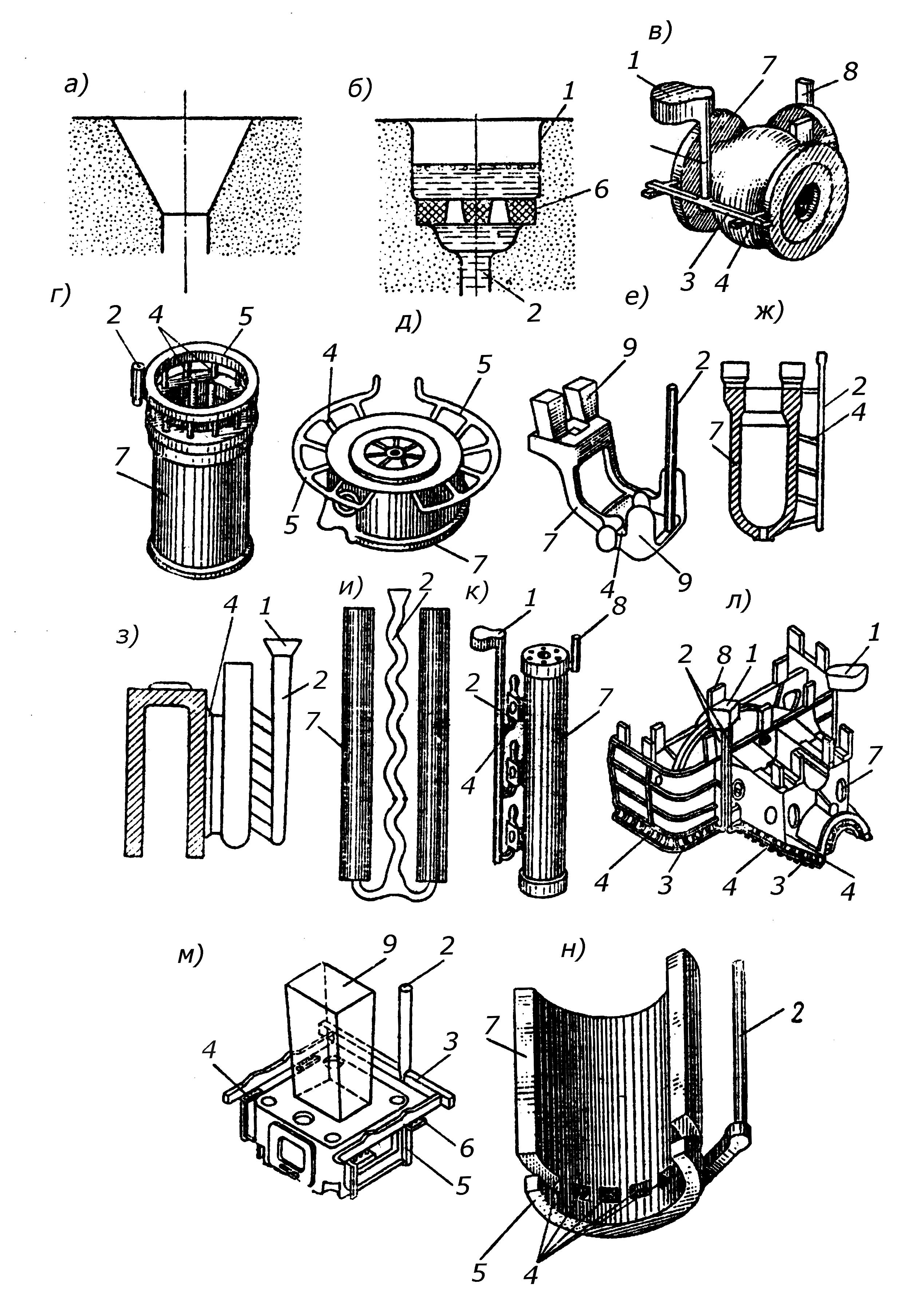
Рис. 13 Ливникові системи
а, б) ливникові чаші; в) виливок з ливниковою системою; г, д) дощовий літник; е, и, н) сифонний літник; ж, к) боковий щілинний літник; з) клиновидний літник; л, м) розгалужена багатоповерхова ливникова система
1 – ливникова чаша, 2 – стояк, 3 – шлаковловлювач, 4 – живильник, 5 – колектор, 6 – сітка для уловлювання шлаку, 7 – виливок, 8 – випор, 9 – прибуток