

5. Получение пленок методом полива. Ориентационные явления и структура пленок.
Полив раствора полимера – это метод непрерывного формования пленочных ПМ на поверхности «бесконечной» движущейся плоской металлической ленты или вращающегося барабана с последующим удалением растворителя.
Включает три последовательных операции:
1) приготовление раствора (или суспензии) полимера; 2) полив на холодную или нагреваемую полированную поверхность (бесконечная металлическая лента или барабан); 3) отделение растворителя.
Описанным методом производят пленки, имеющие в своем основании целлюлозу и ее производные, а так же некоторые пленки на основе синтетических полимеров (например, полиимидов, ПВС, поликарбоната). Таким способом получают пленки из горючих, искусственных и гетерополимеров, способных растворяться в воде или органических растворителях, переработка которых методом экструзии или каландрования невозможна или затруднительна.
Полив - самый быстрый процесс нанесения покрытия, при котором получают наименьшие по толщине слои лака (клея). Недостаток: необходимость принятия специальных мер против пожара и взрыва в производственном помещении, процесс требует очень высокого расхода растворителей. Полученную плёнку подвергают термической обработке для снятия внутренних напряжений и при необходимости осуществляют одноосную или двуосную ориентацию.
Р абота
оборудования.
В настоящее время созданы специальные
машины, в которых расплав полимера
наносится из неподвижной фильеры на
движущуюся зеркальную поверхность
барабана шириной 1,5 м
и диаметром более 3 м.
Также разработаны машины ленточного
типа
(рис.
7.8). Они
получили наибольшее распространение.
Машина состоит из двух барабанов
диаметром 1,5 м,
изготовленных их чугуна (стали).
абота
оборудования.
В настоящее время созданы специальные
машины, в которых расплав полимера
наносится из неподвижной фильеры на
движущуюся зеркальную поверхность
барабана шириной 1,5 м
и диаметром более 3 м.
Также разработаны машины ленточного
типа
(рис.
7.8). Они
получили наибольшее распространение.
Машина состоит из двух барабанов
диаметром 1,5 м,
изготовленных их чугуна (стали).
Барабан 1 ведущий, барабан 2 – ведомый. Барабаны охватываются «бесконечной» туго натянутой медной лентой 3. Лента также м. изготавливаться из никеля или нержавеющей стали. Вся машина помещена в алюминиевый кожух 5, который образует два сушильных канала (для верхней и нижней части бесконечной ленты). Нагрев может осуществляться с помощью электрических нагревателей или с помощью теплоносителей. Важным элементом машины является фильера 4.
Конструкции фильер. Это устройство позволяет наносить тонкий слой пленкообразного раствора на поверхность бесконечной ленты. Фильеры по принципу действия делятся на мажущие и льющие (рис. 7.9). Применение их обусловлено вязкостью пленкообразующего раствора.
М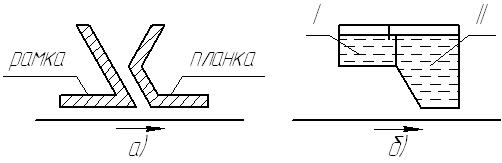 ажущая
фильера
представляет собой сосуд (рис.
7.9, а),
в нижней части которого имеется щель
по всей ширине.
ажущая
фильера
представляет собой сосуд (рис.
7.9, а),
в нижней части которого имеется щель
по всей ширине.
Рамка фильеры предназначена для задерживания пленкообразующего раствора, который вытекает из формующей щели и создает некоторый запас раствора на зеркальной поверхности ленты. Планка регулирует толщину наносимого на ленту слоя и, значит, регулирует толщину готовой пленки.
Л ьющая фильера (рис. 7.9, б) представляет корытообразный сосуд, состоящий из двух камер: рабочей и запасной. Камеры отделены перегородкой. Раствор поступает в запасную камеру I, затем, пройдя под перегородкой, поступает в рабочую камеру II. Это обеспечивает равномерное вытекание раствора на зеркальный стол. Передняя стенка фильеры может перемещаться по вертикали, благодаря чему изменяется ширина формующей щели.
Ориентационные явления проявляются в основном на следующих стадиях формования:
- при выдавливании высоковязкого раствора из фильеры на подложку;
- при интенсивном испарении растворителя и отвердевании заготовки.
На первой стадии, если скорость истечения раствора из фильеры значительно меньше скорости движения подложки, изделие имеет преимущественно продольную молекулярную ориентацию. Такие пленки характеризуются повышенной анизотропией свойств, которая тем выше, чем выше вязкость раствора. Использование данного приема ограничено и может привести к ухудшению свойств пленок.
Причиной ориентационных явлений на второй стадии является уменьшение объема при удалении растворителя.