

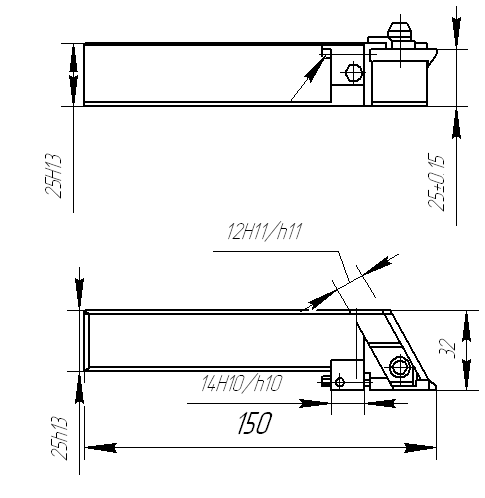
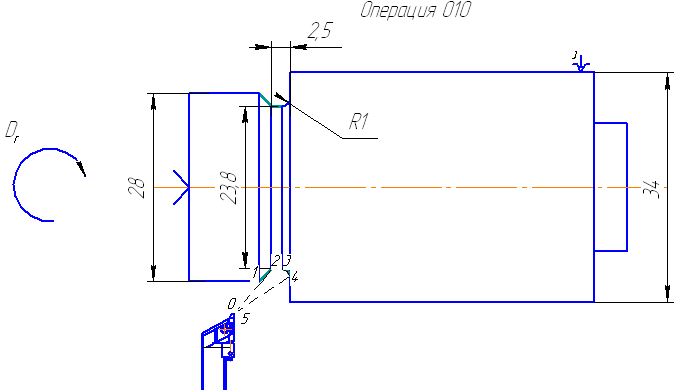
7.5 Резец для проточки зарезьбовой канавки
Сечение державки принимаем квадратным. Рассчитываем размеры сечения державки по формуле:
Где [σи] =130МПа – допускаемое значение изгибающих моментов в державках резцов из Стали 45.
мм
Принимаем h=25мм и b=25мм
Определяем вылет резца:
Изгибающий момент определяем по формуле:
Определяем длину резца:
Где lУ – длина установки резца в резцедержатель, для базирующих призм установленных на станке 16А20С39Ф3 принимаем lУ = 110мм
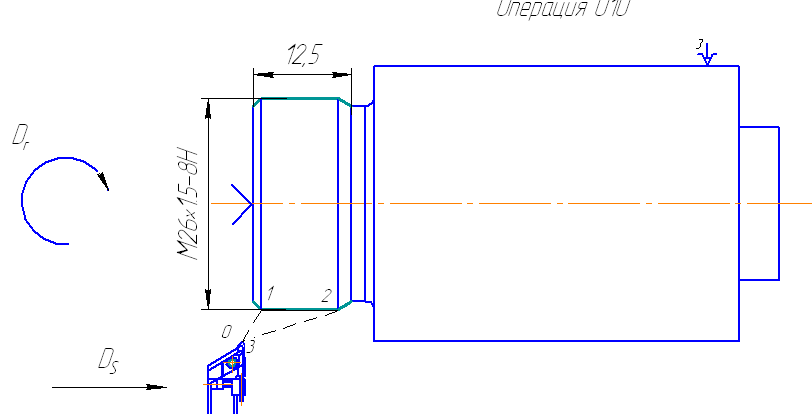
Для заданной наружной поверхности для чистовой обработки выбираем резьбовой резец.
Обозначение пластины П39.03Л.011
8. Проверочные расчеты инструмента
8.1 Расточной резец
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0,02.
![]()
Где: E = 220 – 250ГПа модуль упругости материала корпуса,
I – момент инерции державки, равный 0,05d4 для круглого сечения,
I=0,05·264=22849
Получаем:
![]()
Условие выполняется т.к. стрела прогиба не превышает 0,02мм
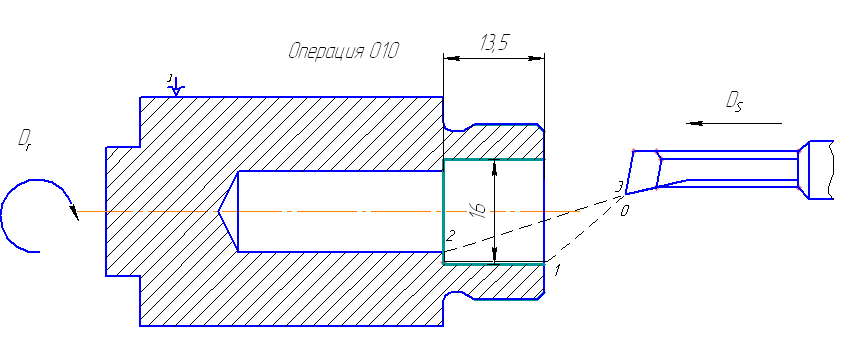
8.2 Сверло спиральное
с коническим хвостовиком
Проверочный сверла на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0,02.
Г де: E = 220 – 250ГПа модуль упругости материала корпуса,
I – момент инерции, равный d4/12,
I=124/12=1728
Получаем:
![]()
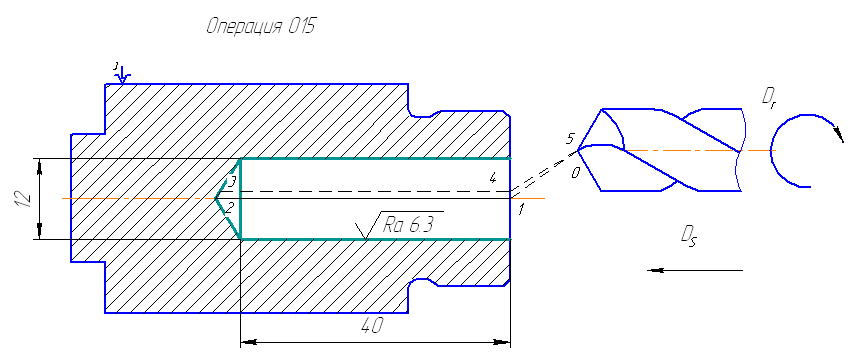
Условие выполняется
8.3 Резец для проточки зарезьбовой канавки
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0,02.
Где: E = 220 – 250ГПа модуль упругости материала корпуса,
I – момент инерции державки, равный b4/12 для квадратного сечения,
I=254/12=32552
Получаем:
![]()
Условие выполняется т.к. стрела прогиба не превышает 0,02мм
Проверка на прочность пластины:
![]() значение
изгибающих моментов в пластине [7,стр.
518]
значение
изгибающих моментов в пластине [7,стр.
518]
Сечение державки 25мм, Условие выполняется
Проверка на жесткость пластины:
![]()
I – момент инерции пластины, равный b4/12 для квадратного сечения,
I=54/12=52
lП – длина вылета пластины, lП = 10мм
Е =633гПа, модуль упругости пластины ,
![]()
Условие выполняется т.к. стрела прогиба не превышает 0,02мм
8.4 Резьбовой резец
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0,02.
[6,стр 69-70]
Г де: E = 220 – 250ГПа модуль упругости материала корпуса,
I – момент инерции державки, равный b4/12 для квадратного сечения,
I=254/12=32552
Получаем:
![]()
Условие выполняется
9. Эксплуатация резцов
Основные правила эксплуатации металлорежущих твердосплавных резцов
Для обеспечения нормальной эксплуатации твердосплавного инструмента необходимо соблюдать следующие правила.
1. На станке обрабатываемая деталь должна быть жестко закреплена, а установка ее - выверена.
2. Резцы нужно устанавливать точно по оси центров при обточке чугуна, бронзы и латуни, а также при расточке всех материалов и выше
оси центров на 1-2мм при обточке стали.
3. При установке резца стремиться к тому, чтобы его вылет из резцедержателя не превышал высоты резца.
4. При недостаточной высоте резца применять одну толстую подкладку вместо нескольких тонких.
5. Не останавливать и не пускать станок, если резец находится под нагрузкой.
6. Подводить резец к детали только при ее вращении, врезание производить плавно и механическую подачу включать только после того,
как резец окончательно врезался в деталь.
7. Охлаждающая жидкость должна подаваться на резец обильной и непрерывной струей не менее чем 12-15 л/мин. Если на станке нельзя обеспечить такого количества охлажадющей жидкости, лучше работать без охлаждения.
8. Не работать затупившимся резцом, так как при дальнейшем его использовании интенсивность износа возрастает.
9. При возникновении вибраций необходимо прекратить работу и принять меры для их устранения: изменить режим резания, проверить прочность крепления детали и резца и т.д.