

41 Системы с магазинами шпиндельных узлов и многошпиндельных головок.
Системы с магазинами шпиндельных узлов отличаются высокой точностью и высокой жесткостью. Однако имеют большое время смены инструмента (15-30 секунд), имеют очень высокую стоимость. Поэтому широкое применение не получили.
Системы с магазинами многошпиндельных головок.
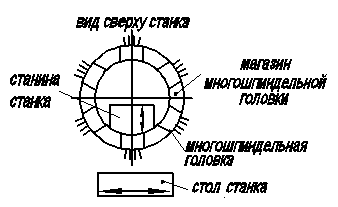
Применение таких систем значительно увеличивает производительность труда. Они легко перестраиваются на новое изделие путем замены многошпиндельных головок. Однако для того, чтобы перенастроиться на новую партию изделии, для которых необходимо изготовить новые головки, либо осуществить трудоемкую операцию по переналадке настраиваемых многошпиндельных головок, то эти системы становятся очень дорогими.
Поэтому их целесообразно применять в крупносерийном производстве.
Довольно часто применяются комбинации различных систем смены инструментов. Чаще всего используются следующие комбинации:
1. револьверная головка и магазин инструментов. При этом инструмент в одной из позиции револьверной головки работает, в другой происходит смена инструмента.
2. магазин инструментов и магазин многошпиндельных головок. При этом для крепления головок можно использовать тот же шпиндель или можно использовать дополнительный.