

27 Лазерные интерферометры. Контроль направления перемещения.
О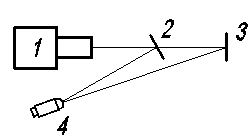 чень
перспективными является применение
лазерных интерферометров.
чень
перспективными является применение
лазерных интерферометров.
1 – лазер;
2 –полупрозрачное зеркальце;
3 – непрозрачное зеркальце;
4 – фотоэлемент.
Луч света от лазера 1 попадает на полупрозрачное зеркальце 2 и далее, отразившись от него на фотоэлемент 4. Другая часть света проходит на зеркальце 3, расположенное на подвижном объекте станка, и, отразившись от него, так же попадает на фотоэлемент 4. В зависимости от положения зеркала 3 два луча на фотоэлементе могут складываться, давая максимум освещенности, или вычитая, давая минимум освещенности.
При перемещении зеркальца 3 на половину длины волны света происходит один цикл изменения освещенности фотоэлемента.
Их разрешающая способность от 0,1-0,3 микрона. Точность может быть легко повышена до 10-5 мм. А при стабилизации питающих напряжений и в особенности температур точность может быть повышена до 10-7 мм.
![]()
Недостатки:
1. высокая стоимость;
2. требуют очень точной установки на станке - юстировки (настойки лазера);
Сейчас они применяются для контроля точности изготовления станин станков на заводах – изготовителях.
В настоящее время лазерные интерферометры начинают применяться для контроля перемещений на очень точных станках.
Помимо контроля величины перемещения в станках необходимо контролировать направление движения. Для этого к одной шкале ставятся два фотосчитывающих элемента сдвинутые друг относительно друга на четверть периода импульса.

Направление перемещения можно определить по следующему алгоритму:
Если положительный фронт импульса у 2-го счетчика происходит в тот момент, когда UС1 напряжение на 1-ом счетчике единица, то движение в положительном направлении.
Если в этот момент на 1-ом счетчике 0, то движение в отрицательном направлении.
Используя, передний и задний фронты импульса можно в 4 раза чаще осуществлять электронное деление цены импульса.
28 Структура импульсной су следящим приводом.

От интерполятора приходит один импульс на вход «+» от реверсивного счетчика (РС), что означает требование переместить стол на одну единицу дискретности. Импульс проходит через блок синхронизации (БС) и в счетчике записывается «+1». Число, записанное в счетчике, преобразуется цифроаналоговым преобразователем (ЦАП) в пропорциональное единице аналоговое напряжение. После усиления двигатель через механические передачи перемещает стол на одну единицу дискретности. После чего ДОС выдает импульс, который через блок синхронизации поступает на вход «-» реверсивного счетчика. Содержимое счетчика становится равным 0, на выходе ЦАП - ноль, двигатель останавливается. Таким образом, привод работает при очень маленькой величине подач, когда двигатель успевает отработать каждый импульс.
При большой величине подачи двигатель не успевает отработать каждый импульс и в РС может накапливаться число импульсов соответствующему отставанию действительного положения стола от требуемого. Это число может достигать несколько тысяч импульсов.
БС служит для разделения по времени импульсов от интерполятора и от ДОС. Их совпадение на входах реверсивного счетчика приводит к неопределенной ситуации.
В системах класса CNC часть функций (БС, РС, ЦАП, усилитель) могут выполняться управляющей вычислительной машиной.
Достоинства:
1. возможность использования прецизионных высокоточных датчиков;
2. все основные функции выполняют цифровые устройства, что позволяет легко передать их микропроцессору;
3. кроме усилителя другие электронные устройства не нуждаются в настройке.
Недостатки:
1. высокая стоимость прецизионных датчиков;
2. низкая помехоустойчивость привода, поэтому электронные устройства требуют тщательной защиты от помех.