

20.2. Обработка полимеров в высокоэластичном состоянии
Широкое распространение получили методы производства изделий из листовых полимерных материалов, находящихся в высокоэластичном состоянии, переход в которое происходит под действием тепла.
К названному классу могут быть отнесены следующие процессы:
гидравлическое формование;
вакуум-формование;
формование сжатым воздухом;
комбинированное формование;
термоштампование.
Формование нагретого листа в изделие производится под действием давления. Температура нагрева материала и давление, используемые при формовании, ниже, чем в процессах, описанных выше.
Широкое распространение получили вытяжка и формовка листовых пластмасс давлением жидкости или воздуха и вакуумом. При производстве деталей этими методами листовые термопластичные материалы, герметично закрепленные на форме и нагретые до высокоэластического состояния, под действием давления принимают конфигурацию готового изделия.
Схема гидравлического формования изображена на рисунке 20.6. Давление жидкости 2 в гидравлической камере 1 равномерно передается на заготовку 3, которая принимает форму матрицы 5. Между заготовкой и гидравлической камерой расположена эластичная прокладка 4. Недостатком этого метода является невысокая производительность.
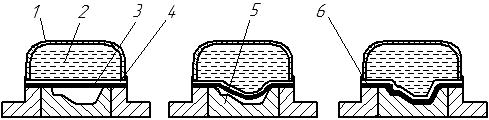
Рис. 20.6. Схема гидравлического формования: 1 – гидравлическая камера, 2 – жидкость, 3 – заготовка, 4 – эластичная прокладка, 5 – матрица, 6 – деталь
При формовании деталей из тонкостенных материалов давление жидкости может быть заменено давлением сжатого воздуха или атмосферным давлением, за счет создания вакуума между формой и материалом.
К формообразующим относится также операция выдувания (рис. 20.7). Она заключается в том, что плоская или объемная заготовка выдувается воздухом и приобретает конфигурацию внутренней полости пресс-формы.
Такому способу обработки давлением подвергают полиэтилен, полистирол и другие аналогичные им по свойствам материалы.
Термоштампование представляет собой процесс формования изделий из нагретых листовых термопластов в формах-штампах при двухстороннем контакте материала с формой. Технология термоштампования аналогична штампованию листовых металлов и отличается от него необходимостью предварительного нагрева листовой заготовки. Термопласты в холодном состоянии упруги и после снятия нагрузки не сохраняют приданной им формы. Кроме того, многие из них вследствие хрупкости разрушаются в штампах. После нагревания термопласты теряют эти свойства, становятся эластичными и легко штампуются.
а
б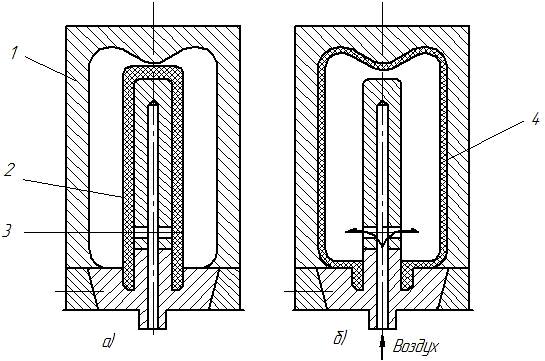
Рис. 20.7. Схема выдувания воздухом: а – заготовка в пресс-форме; б – готовое изделие; 1 – пресс-форма, 2 – заготовка, 3 – отверстие для подачи воздуха, 4 – готовое изделие
Термоштампованием можно изготавливать неглубокие изделия, приблизительно постоянной толщины, наиболее точных размеров с одновременной вырубкой отверстий и обрубкой изделий по контуру.
Термоштампование может выполняться в формах-штампах с жестким и эластичным пуансоном (рис. 20.8, 20.9). Штампы могут быть изготовлены из древесно-слоистых пластиков, текстолита, дерева, эпоксидных композиций и металла. При выборе материала штампа следует исходить из планируемого количества изделий, величины и конструкции изделия.
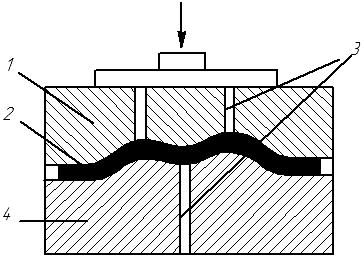
Рис. 20.8. Схема штампования в жестком штампе:
1 – пуансон; 2 – изделие; 3 – отверстия для выхода воздуха; 4 – матрица
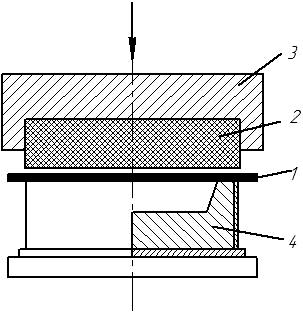
Рис. 20.9. Схема штампования в штампе с эластичным пуансоном: 1 – заготовка; 2 – эластичный пуансон; 3 – обойма; 4 – матрица
Для проведения процесса штампования пригодны обычные механические и гидравлические прессы небольшой мощности, поскольку формование изделий производится под небольшим давлением (4–100 МПа).