

20. Производство изделий из полимерных материалов
20.1. Способы формообразования деталей из полимеров в вязкотекучем состоянии
Полимеры и композиции на их основе разделяют на термопластичные и термореактивные.
Термопластичные полимеры (пластмассы) при нагреве приобретают пластичность, при охлаждении возвращаются в твердое состояние, повторно и неоднократно плавятся без изменения свойств. К таким полимерам относятся полиэтилен, полипропилен, винилпласт, фторопласты, полистирол, капрон и др.
Термореактивные полимеры (пластмассы) при нагревании переходят в вязкотекучее состояние, но с увеличением длительности действия повышенных температур в результате химической реакции переходят в твердое нерастворимое и неплавкое состояние. К этой группе относятся фенопласты, аминопласты, эфиропласты, эпоксипласты и др.
В зависимости от физического состояния, технологических свойств и других факторов все способы переработки пластмасс в детали наиболее целесообразно разбить на следующие основные группы:
переработка в вязкотекучем состоянии;
переработка в высокоэластичном состоянии;
получение деталей из жидких пластмасс различными способами формообразования;
переработка в твердом состоянии разделительной штамповкой;
обработка резанием;
получение неразъемных соединений сваркой, склеиванием и др.;
различные способы переработки (спекание, напыление и др.).
Основными требованиями к технологии производства изделий из пластмасс являются получение требуемой точности при оптимальной производительности и сохранение или улучшение свойств исходного материала. Это достигается как конструктивными решениями формообразующего инструмента, так и наиболее полным удалением низкомолекулярных примесей и летучих компонентов (влаги) из формуемого материала, снижением внутренних напряжений, обеспечением равномерного прогревания и наибольшей пластичности материала до заполнения им формы, а также его достаточно полным уплотнением и отвердением при формировании термореактивных материалов.
Подавляющее количество полимерных материалов перерабатывается в изделия в вязкотекучем состоянии. К этому методу обработки относятся следующие процессы:
литье под давлением;
прессование;
выдавливание (экструзия);
формование.
Во всех перечисленных процессах изделия оформляются под действием тепла и давления.
Литье при атмосферном давлении. Литьем в формы получают детали различной конфигурации из термореактивных материалов на основе фенольных, акриловых, эпоксидных, полиэфирных и других смол, которые затвердевают непосредственно в формах в результате поликонденсации или полимеризации, а также остывания или затвердения растворителя.
Перед заливкой в формы фенольные и карбомидные смолы предварительно приготавливаются в реакторе, из которого они поступают в ковш. В ковше происходит перемешивание смолы с красителями и катализаторами.
Залитые формы помещаются в сушильные шкафы, где они прогреваются при температуре 80–90° С в течение длительного времени (от нескольких часов до суток и более). Этим методом из фенольных и карбомидных смол изготавливают различные плиты, блоки, фасонные детали и др.
Детали из полиметилметакрилата получают заливкой в формы метилметакрилата (мономера) с катализатором и последующим нагреванием до температуры плавления. При этом в форме протекает реакция полимеризации, и материал затвердевает. В процессе затвердевания полиметилметакрилата происходит усадка, поэтому в формах предусматриваются усадочные емкости. Если же необходимо получить изделие в виде толстых плит, то последние отливаются слоями – каждый последующий заливают после затвердения предыдущего.
Из полиакриловых смол отливают плиты, стержни, трубы, фитинги и различные прозрачные изделия для технических и бытовых нужд.
Отливки из эпоксидных и полиэфирных смол получают в формах при комнатной или слегка повышенной температуре при добавлении к исходному материалу катализаторов. Этим методом изготавливают детали сравнительно небольшой величины, часто с металлической или керамической арматурой.
Литьем получают также пленку из полихлорвинила или производных целлюлозы толщиной 0,03–0,15 мм. Для этого пластифицированный материал тонким слоем наносится на ленту транспортера или вращающийся барабан. Лента или часть барабана с нанесенной массой проходит через нагревательную камеру, в которой происходит желатинизация материала. После охлаждения пленка снимается и наматывается на барабан.
Формовое прессование. При формовом прессовании исходным материалом (смесь полимера с наполнителями, пластификаторами, стабилизаторами, красителями и т. д.) заполняется пресс-форма, а затем пуансоном производится горячее прессование.
Различают компрессионное и литьевое прессование.
При компрессионном прессовании (рис. 20.1) пресс-порошок (таблетки) 7 засыпается в матрицу 5, а затем формуется пуансоном 1. Пресс-порошок перед подачей в пресс-форму может быть предварительно нагрет.
а
б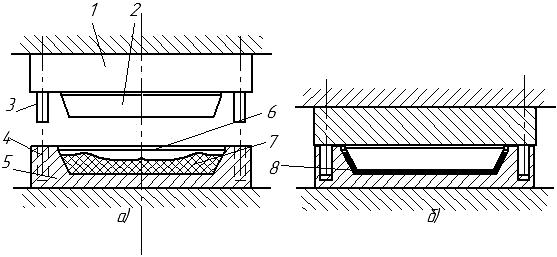
Рис. 20.1. Схема компрессионного прессования: а – начало прессования; б – конец прессования: 1 – пуансон, 2 – сердечник, 3 – направляющие стержни, 4 – направляющие отверстия, 5 – матрица, 6 – гнездо матрицы, 7 – пресс-материал, 8 – изделие
Если изделие изготавливается из термореактивных материалов, то оно извлекается из пресс-формы вгорячую, а детали из термопластичных материалов – только после остывания. В связи с последним обстоятельством использование этого метода для переработки термопластичных материалов нецелесообразно вследствие низкой производительности.
Этим методом получают изделия средней сложности и небольших габаритов.
При литьевом прессовании (рис. 20.2) исходный материал нагревается до вязкого состояния в специальной загрузочной камере 2, откуда он под давлением пуансона 1 через отверстие в литниковой плите 3 поступает в полость матриц 5. Далее материал затвердевает и готовое изделие 4 извлекается выталкивателем.
Литьевым прессованием производят детали сложной формы, с резьбовыми отверстиями, со сложной арматурой. Но при данном способе увеличивается расход материала за счет литниковой системы и части материала, остающейся в загрузочной камере.
В зависимости от способа установки на прессах пресс-формы делятся на стационарные, съемные и сменные.

 У
стационарных
пресс-форм
матрица и пуансон закреплены соответственно
на столе и ползуне пресса, у съемных
– только матрица, а у сменных
на столе пресса прикреплен только корпус
матрицы. Формообразующая часть сменной
матрицы может быть легко заменена, что
позволяет быстро переналаживать пресс
на изготовление различных деталей.
У
стационарных
пресс-форм
матрица и пуансон закреплены соответственно
на столе и ползуне пресса, у съемных
– только матрица, а у сменных
на столе пресса прикреплен только корпус
матрицы. Формообразующая часть сменной
матрицы может быть легко заменена, что
позволяет быстро переналаживать пресс
на изготовление различных деталей.
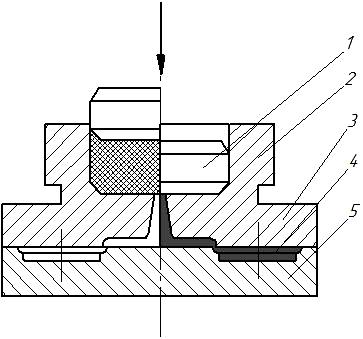
Рис. 20.2. Схема литьевого прессования: 1 – пуансон, 2 – загрузочная камера, 3 – литниковая плита, 4 – готовая деталь, 5 – матрица
Нагрев пресс-форм может осуществляться источником тепла, расположенным как непосредственно в пресс-форме, так и за ее пределами. Для этого используют перегретый пар с избыточным давлением 4–9 атм., горячую воду, газ, сжигаемый в камерах пресс-форм, электрический ток (сопротивление), токи высокой частоты и горячее масло. Для повышения производительности работы применяют предварительный подогрев пресс-материала электрическими, воздушными или паровыми подогревателями.
Материалами для пресс-форм служат термически упрочненные высоколегированные или инструментальные стали. Для обеспечения высокого качества поверхности формуемых изделий основные детали пресс-форм полируются и хромируются.
Для прессования используются гидравлические и механические прессы простого и двойного действия. Удельное давление прессования в зависимости от рода материала и вида изделия принимается в пределах 2000–6000 МПа.
Формование при низком давлении. Для изготовления крупногабаритных деталей из композиций на основе эпоксидных, полиэфирных и фенольных смол, способных затвердевать при невысоком нагреве и малом удельном давлении (не более 350 МПа), применяется формование при низком давлении.
В качестве пресс-материала используют обычно ткань или волокно, пропитанные смолой. При этом синтетическая смола предварительно подвергается частичной полимеризации, что при введении в нее катализаторов обусловливает сокращение процесса затвердевания до 1–2 часов.
Формы для формования изделий при низком давлении (рис. 20.3) изготавливают из гипса, бетона, дерева, полимерных материалов и легкоплавких металлов. Формующим силовым элементом является эластичный баллон из резины 1 или из полимерного материала (например, полиуретана), в который под давлением 8–12 атм. подаются воздух, вода или масло. При этом пресс-форма 3 нагревается до 80 °С. После затвердевания газ или жидкость из баллона выпускается и извлекается изделие 2.
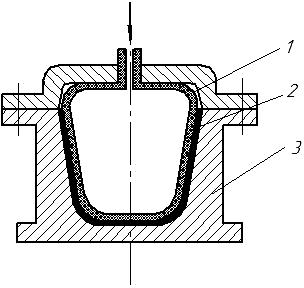
Рис. 20.3. Прессование под низким давлением: 1 – баллон, 2 – прессуемое изделие, 3 – пресс-форма
На таком же принципе основано вакуумное формование, при котором форма с исходным материалом помещается в баллон. Затем из баллона выкачивается воздух. Под действием атмосферного давления баллон прижимает пресс-материал к форме, что способствует получению требуемой конфигурации изделия.
Плитовое прессование. Методом плитового прессования получают листы и плиты, а также детали более сложной формы (втулки подшипников скольжения, заготовки шестерен и др.) из пластиков со слоистыми или мелкокусковыми наполнителями. Слоистые пластики изготавливают с хлопчатобумажными, стекловолокнистыми, древесными, металлическими (в виде сеток) и другими армирующими наполнителями. Методом плитового прессования получают такие материалы, как текстолит (хлопчатобумажная ткань и фенолоформальдегидная смола), асботекстолит (асбестовая ткань и фенолоформадьдегидная смола), гетинакс (листовая бумага и феноло-формальдегидная смола), лигнофоль (древесно-слоистый пластик) и т. д.
Количество укладываемых листов наполнителя зависит от толщины материала и степени его уплотнения.
При изготовлении слоистых пластиков с тканевыми или бумажными наполнителями вводят до 30–55 % смолы, в древесно-слоистые пластики – от 15 до 20 %.
В зависимости от направления волокон в слоях шпона (наполнителя) различают древесно-слоистые пластики, параллельно-слоистые (волокна во всех слоях параллельны), поперечно-слоистые (волокна соседних слоев взаимно перпендикулярны), звездчатые (волокна соседних слоев расположены под углом от 15 до 45°) и упрочненные параллельно-поперечные (слои с параллельными волокнами перемежаются слоями с перпендикулярным направлением волокон).
Слоистые
пластики изготавливают следующим
образом. Наполнители пропитываются
связующей смолой и
 укладываются на плиты или формы,
соответствующие конфигурации требуемой
детали, затем заготовки устанавливаются
на пресс, нагреваются и прессуются.
Температура прессования фенопластов
составляет 40–200 °С, а аминопластов –
140–165 °С. Давление прессования в
зависимости от вида наполнителя
выбирается в пределах от 800 до 2000 МПа.
Большие значения давления принимают
при прессовании древесно-слоистых
пластиков, меньшие – для асбестовой
ткани и бумаги. Прессование материала
на основе стеклоткани происходит при
давлении 200—500 МПа. Время прессования
составляет 4–5 часов.
укладываются на плиты или формы,
соответствующие конфигурации требуемой
детали, затем заготовки устанавливаются
на пресс, нагреваются и прессуются.
Температура прессования фенопластов
составляет 40–200 °С, а аминопластов –
140–165 °С. Давление прессования в
зависимости от вида наполнителя
выбирается в пределах от 800 до 2000 МПа.
Большие значения давления принимают
при прессовании древесно-слоистых
пластиков, меньшие – для асбестовой
ткани и бумаги. Прессование материала
на основе стеклоткани происходит при
давлении 200—500 МПа. Время прессования
составляет 4–5 часов.
Давление на прессуемый материал должно возрастать постепенно во избежание повреждения волокон и выдавливания смолы из межлистового пространства.
Прессование производится на гидравлических прессах различных конструкций. Наибольшая производительность достигается на этажных прессах, у которых на рабочих плитах одновременно устанавливается большое количество заготовок.
Литьем под давлением в основном формуются изделия из термопластичных материалов (полиэтилена, полиамидов, полистирола и его сополимеров, полихлорвинилидена и др.). Иногда его используют и для получения деталей из термореактивных материалов.
Исходный материал 2 с пластификатором загружается в бункер литьевой машины 1 (рис. 20.4), из которого он определенными дозами поступает в нагнетательный цилиндр 3. В цилиндре происходит нагрев материала нагревателями 5, расположенными по внешней его оболочке.
При помощи нагнетательного поршня 4 разогретый материал через переходник подается в пресс-форму 7. Для лучшего перемешивания и прогрева материала в нагнетательном цилиндре имеется обтекатель 6. В некоторых конструкциях литьевых машин цилиндрические обтекатели заменяют пластифицирующими втулками, которые вызывают меньше потерь давления, чем обтекатели.
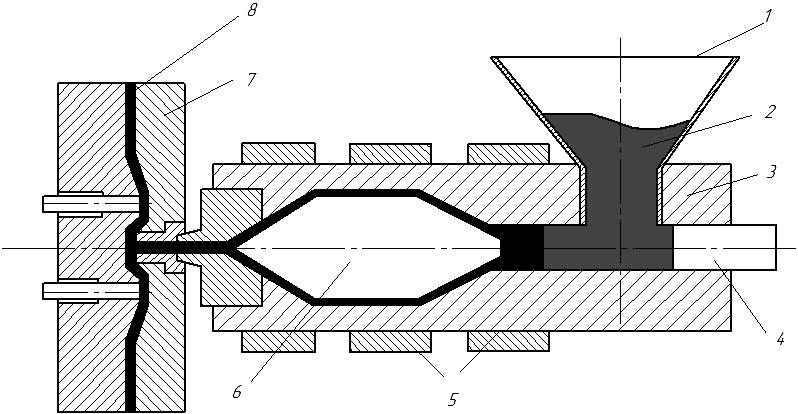
Рис. 20.4. Схема термопластавтомата: 1 – бункер, 2 – исходный материал, 3 – нагнетательный цилиндр, 4 – поршень, 5 – нагреватели, 6 – обтекатель, 7 – пресс-форма, 8 – готовое изделие
Термопластичные материалы в нагнетательном цилиндре нагреваются до температуры размягчения и течения. Нагрев термореактивных материалов в нагнетательном цилиндре производится до температур, несколько меньших температур отвердения. Окончательный нагрев происходит при прохождении материала через переходник.
При конструировании пресс-форм для литья под давлением учитывается усадка материала при затвердевании. У кристаллических полимеров (полиэтилена, полиамидов и полихлорвинилидена) усадка достаточно высока, в зависимости от ориентировки кристаллов она может доходить до 2 %. Усадка аморфных материалов сравнительно невелика (0,4–0,6 %) и одинакова во всех направлениях.
Кристаллические полимеры при нагреве обладают высокой текучестью, поэтому пресс-формы должны быть плотными. Зазор по диаметру не должен превышать 0,05 мм. Высокая текучесть позволяет быстро заполнять пресс-форму.
Одним из условий качественного и высокопроизводительного литья под давлением термопластичных материалов является удаление воздуха из пресс-формы во время подачи в нее материала.
У аморфных материалов текучесть значительно ниже. Это увеличивает время заполнения пресс-формы, что позволяет более полно удалять из пресс-формы воздух, поступающий в нее с материалом.
Литьем под давлением изготавливают не только детали различной конфигурации, но и профильные заготовки, в частности, трубы. При этом применяют специальные приставные головки.
Литье под давлением осуществляется на специальных литьевых машинах с ручным, механическим, гидравлическим, пневматическим и смешанным типом привода. В работе происходят два движения: 1) ход поршня в литьевой машине, 2) открывание и закрывание пресс-формы. При смешанном типе привода открывание и закрывание пресс-формы производится вручную, а ход поршня – одним из вышеперечисленных способов.
В зависимости от способа управления литьевые машины бывают ручные, полуавтоматические и автоматические.
Экструзия. Экструзионным формованием термопластичных материалов изготавливают трубы, листы, пленки и различные профили. Этот метод основан на выдавливании полимерного материала из цилиндра (экструдера) через насадку, имеющую профильное отверстие. Насадки для производства труб имеют дорн, образующий выходное отверстие в виде кольцевой щели. Перемешивание материала в цилиндре и выдавливание его через насадку производятся шнеком или плунжером (рис. 20.5).
При работе исходный материал в виде порошка или гранул с пластификатором 2 загружается в бункер 1, из которого шнеком 3 подается к оправке 6. Шнек, вращающийся со скоростью 80–100 об/мин, перемешивает и уплотняет материал. Одновременно происходит нагрев материала от стенок цилиндра 4. Обогрев цилиндра осуществляется с помощью нагревательного элемента 5. После выхода из насадки прессованный профиль охлаждается воздухом или водой.
В зависимости от назначения и вида формуемого материала используются экструдеры с размером шнека от 9 до 400 мм с различным отношением его длины к диаметру (от 6 до 36), однозаходным и многозаходным шнеком, с постоянным и переменным шагом, с постоянной или изменяющейся глубиной нарезки.
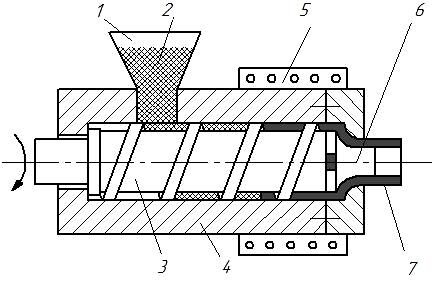
Рис. 20.5. Схема экструзионного выдавливания: 1 – бункер, 2 – порошок, 3 – шнек, 4 – рабочий цилиндр, 5 – нагревательный элемент, 6 – оправка, 7 – готовое изделие
Имеются экструдеры, в которых не производится нагрев цилиндра. Материал в них нагревается за счет трения о стенки цилиндра, поверхности шнека, а также трения друг о друга частиц материала. Скорость вращения шнека в этом случае составляет около 1000 об/мин.
Различные
профили и трубы образуются непосредственно
в насадках экструдера. Для получения
 пленок вводятся следующие дополнительные
операции. Образовавшуюся трубу на выходе
из насадки не охлаждают, а раздувают
сжатым воздухом (0,2–0,3 атм.). Раздутая
труба поступает в специальные валки,
обжимающие цилиндрическую тонкостенную
трубу в пленку требуемой толщины.
пленок вводятся следующие дополнительные
операции. Образовавшуюся трубу на выходе
из насадки не охлаждают, а раздувают
сжатым воздухом (0,2–0,3 атм.). Раздутая
труба поступает в специальные валки,
обжимающие цилиндрическую тонкостенную
трубу в пленку требуемой толщины.