

8.4. Производство и повышение качества сталей и сплавов в электропечах
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сталей и сплавов. В них можно получать высокую температуру, создавать окислительную, восстановительную или нейтральную атмосферу и вакуум, раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления.
В металлургии нашли применение дуговые и индукционные электропечи, печи электрошлакового переплава, а также электронно-лучевые и плазменно-дуговые печи.
Дуговая плавильная электропечь (рис. 8.5) имеет три угольных электрода.
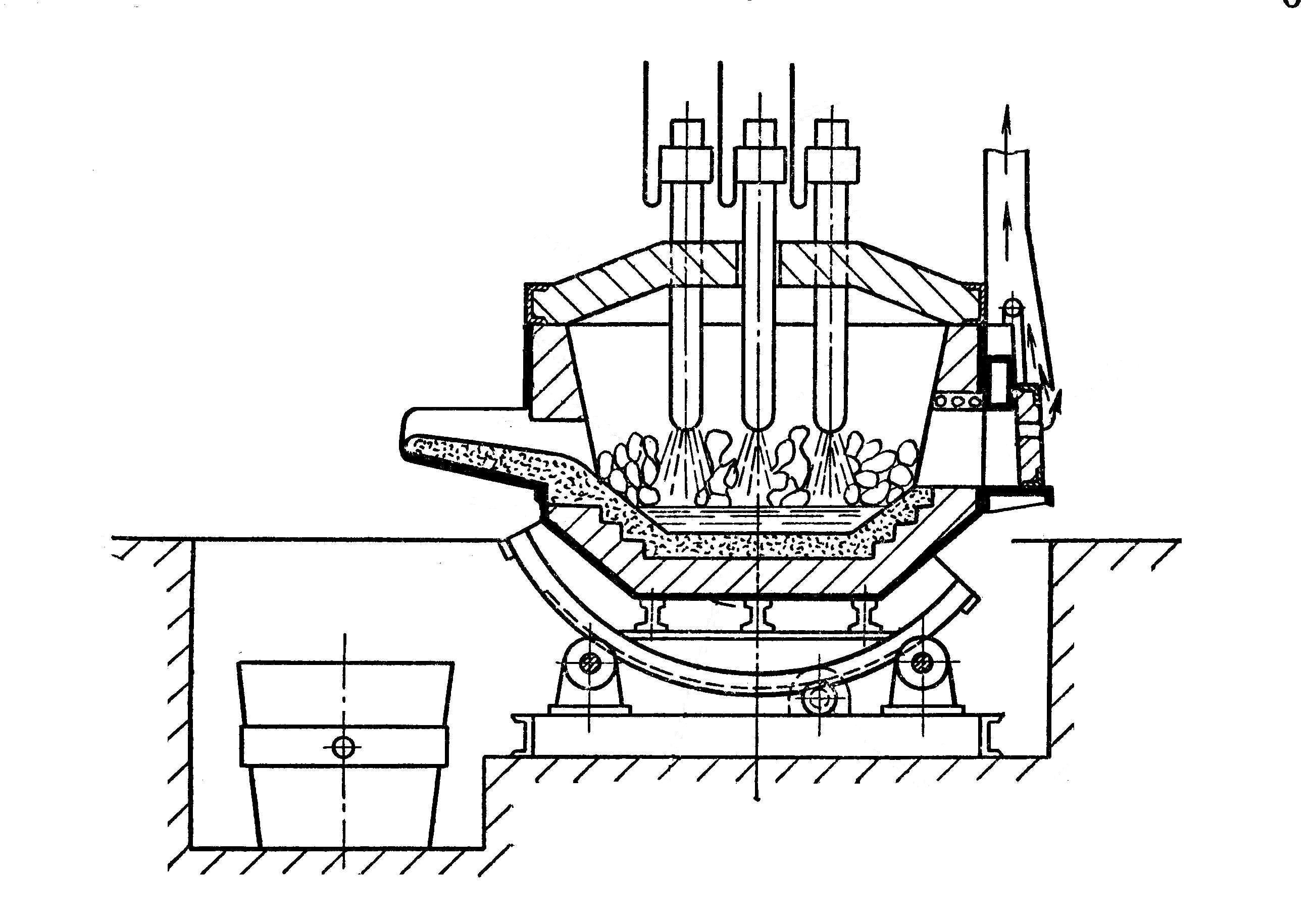
Рис. 8.5. Схема дуговой электрической плавильной печи
Питание на электроды подается от трехфазного трансформатора переменного тока. Между электродами и металлической шихтой зажигают электрические дуги при рабочем напряжении 160–600 В и токе 1–10 кА. Длина дуги автоматически регулируется путем перемещения электродов. Плавильное пространство печи ограничено стенками, подиной и сводом, футерованными огнеупорным кирпичом. Для загрузки печи свод снимают. Печь имеет возможность наклоняться в сторону загрузочного окна или летки. В металлургических цехах используют электропечи с основной футеровкой, в литейных – с кислой футеровкой.
В основной дуговой печи можно осуществлять плавку методом переплава (на шихте из легированных отходов) или с окислением примесей (на углеродистой шихте).
При плавке методом дугового переплава шихта должна иметь меньше Mn, Si, P, чем в выплавляемой стали. После расплавления шихты наводят основной шлак для удаления серы, регулируют содержание углерода и затем проводят диффузионное раскисление.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают стальной лом (до 90 %), чушковый передельный чугун (до 10 %), электродный бой или кокс для науглероживания металла и известь (2–3 %).
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы. После этого сталь раскисляют и выпускают в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы.
В индукционной тигельной плавильной печи (рис. 8.6) металл помещается в металлический сосуд (тигель), футерованный огнеупорным материалом, и подвергается воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл.
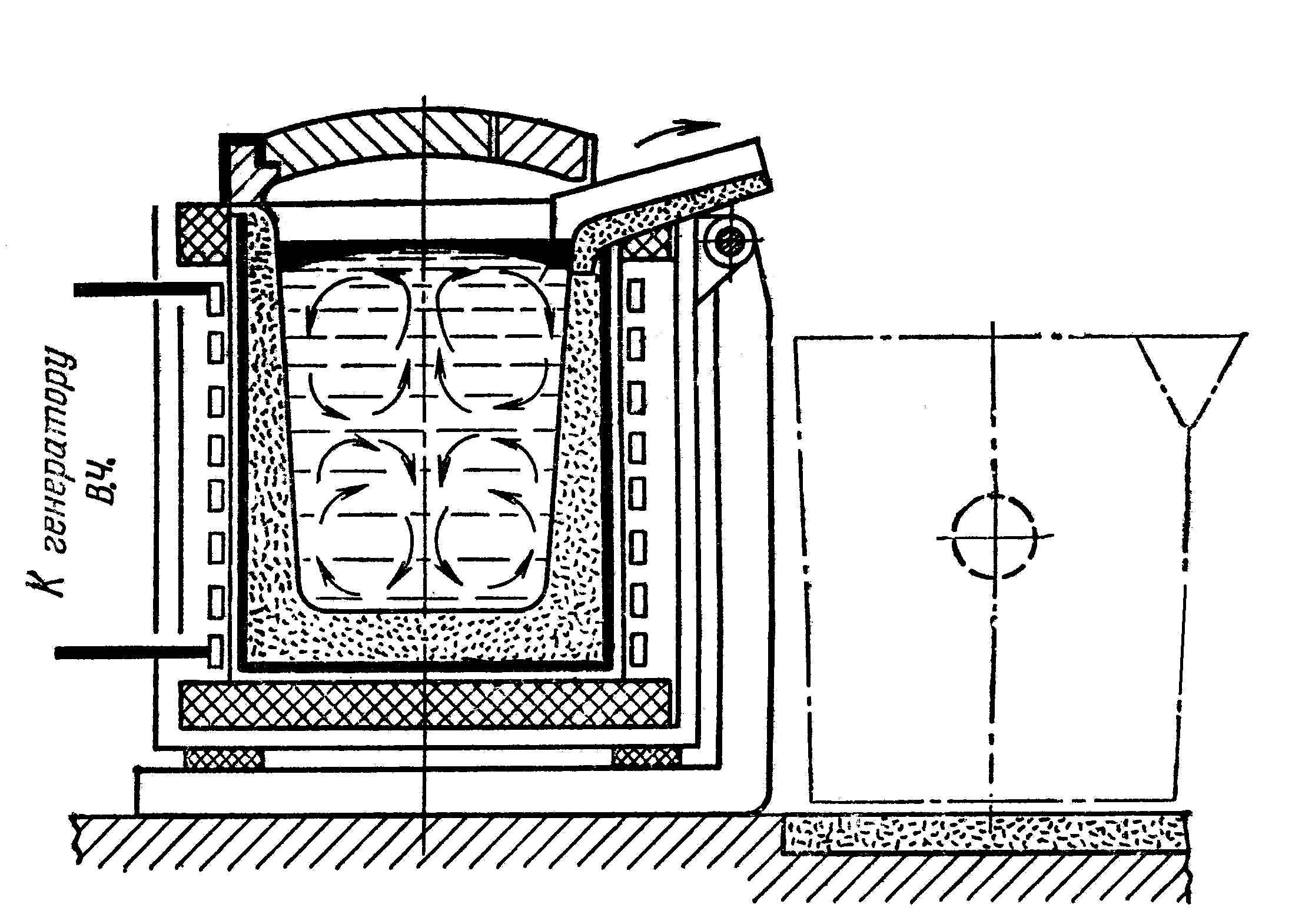
Рис. 8.6. Схема индукционной тигельной электрической плавильной печи
Переменное магнитное поле создается индуктором, через который от генератора высокой частоты проходит однофазный ток частотой от 500 до 2000 Гц. Емкость индукционных тигельных печей – от 60 кг до 25 т.
Индукционные тигельные печи позволяют получать очень чистые металлы с минимальным содержанием примесей, характеризуются высокой скоростью нагрева, легкостью регулирования температуры, незначительным угаром металла, возможностью плавки в защитной газовой среде или в вакууме. При вакуумной индукционной плавке индуктор с тиглем, дозатор шихты и изложницы помещают в вакуумные камеры. Плавка, введение легирующих добавок, раскислителей, разливка металла в изложницы производятся без нарушения вакуума в камере, благодаря чему получают сплавы высокого качества с малым содержанием газов, неметаллических включений, легированные любыми элементами.
Для повышения качества металла используют:
обработку синтетическим шлаком;
вакуумную дегазацию, электрошлаковый переплав;
вакуумно-дуговой пепреплав;
вакуумно-индукционный переплав;
переплав в электронно-лучевых и плазменных печах.
Обработка синтетическим шлаком, состоящим из СаО (55 %), Аl2О3 (40 %) и небольшого количества SiO2, MgO, FeO, заключается в том, что выплавленный в электропечи шлак заливают в ковш непосредственно перед заливкой стали. Благодаря перемешиванию стали и шлака реакции между ними протекают быстрее, чем в плавильной печи. В результате снижается содержание серы, кислорода и неметаллических включений, увеличивается пластичность и прочность стали.
При вакуумной дегазации стали ковш с жидкой сталью помещают в герметичную камеру, в которой создается давление 0,27–0,67 кПа (рис. 8.7).
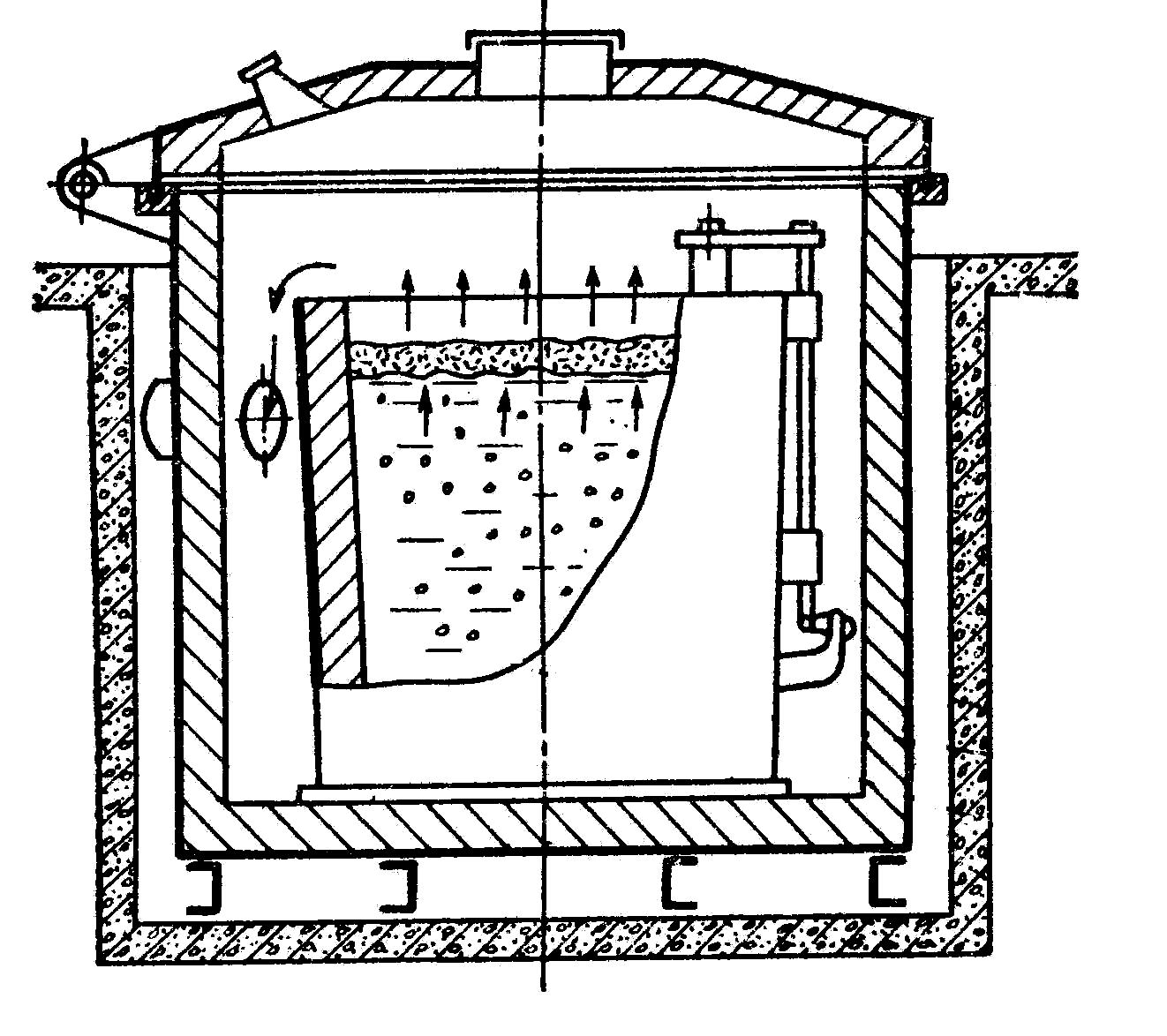
Рис. 8.7. Схема вакуумной дегазации стали в ковше
Электрошлаковый переплав – бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак. Под действием выделяющейся в шлаке теплоты металл электродов плавится и стекает под шлак, где застывает в слиток.
Изоляция кристаллизующегося металла от атмосферы слоем шлака позволяет получать сталь высокого качества даже без применения вакуума. Электрошлаковые печи по конструкции проще дуговых, тем более вакуумных, а электрический режим в них гораздо стабильнее.
Вакуумно-дуговой пепреплав и вакуумно-индукционный переплав стали осуществляют в вакуумных дуговых или индукционных печах при пониженном остаточном давлении 100–0,1 МПа. Вакуумный переплав позволяет эффективно очистить металл от газов (азота, кислорода, водорода), примесей и неметаллических включений. Эти методы используются в производстве сплавов для особо ответственных изделий (например, для изготовления дисков и валов турбин и компрессоров).
Переплав в электронно-лучевых и плазменных печах применяют для выплавки сплавов и сталей особо высокого качества.