

1.5. Основные закономерности процесса кристаллизации, превращения в твердом состоянии, полиморфизм
Для начала кристаллизации необходимо уменьшение свободной энергии системы. Охлаждение жидкости ниже теоретической температуры кристаллизации называется переохлаждением ΔТ. Процесс перехода металла из жидкого состояния в кристаллическое можно изобразить кривыми в координатах «Время – Температура». На рисунке 1.11 изображены кривые охлаждения, характеризующие процесс кристаллизации чистых металлов с различной скоростью охлаждения v1, v2, v3. При очень медленном охлаждении (v1) степень переохлаждения невелика и кристаллизация протекает при температуре Тк1, близкой к теоретической Тs.
Охлаждение металла в жидком состоянии сопровождается плавным понижением температуры. При достижении температуры кристаллизации на кривой «Температура – Время» появляется горизонтальная площадка, так как отвод тепла компенсируется выделяющейся при кристаллизации скрытой теплотой кристаллизации. Жидкий металл обладает большей внутренней энергией, чем твердый, поэтому при кристаллизации выделяется теплота. По окончании кристаллизации температура снова начинает снижаться и твердое кристаллическое вещество охлаждается.
С увеличением скорости охлаждения (v2, v3) степень переохлаждения возрастает и процесс кристаллизации протекает при температурах, лежащих значительно ниже Тs.
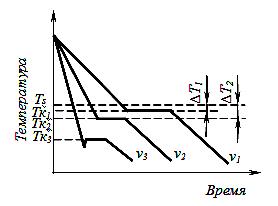
Рис. 1.11. Кривые охлаждения при кристаллизации
В жидком состоянии атомы вещества вследствие теплового движения перемещаются беспорядочно. В то же время в жидкости имеются группировки атомов небольшого объема, в пределах которых расположение атомов вещества во многом аналогично их расположению в решетке кристалла. Эти группировки неустойчивы, они рассасываются и вновь появляются в жидкости. При переохлаждении жидкости некоторые из них (наиболее крупные) становятся устойчивыми и способными к росту. Эти устойчивые группировки атомов называют центрами кристаллизации (зародышами).
Процесс образования кристаллов путем зарождения центров кристаллизации и их роста можно рассмотреть с помощью схем (рис. 1.12).

Рис. 1.12. Схема процесса кристаллизации
Рассмотрение подобных схем кристаллизации позволяет объяснить два важных момента:
1) по мере развития процесса кристаллизации в нем участвует все большее и большее число кристаллов, поэтому процесс вначале ускоряется до тех пор, пока в какой-то момент взаимное столкновение растущих кристаллов не начинает заметно препятствовать их росту, а затем замедляется; тем более, что и жидкости, в которой образуются новые кристаллы, становится все меньше;
2) в процессе кристаллизации кристалл, окруженный жидкостью, имеет правильную форму, но по мере столкновения и срастания кристаллов их правильная форма нарушается и оказывается в зависимости от условий соприкосновения растущих кристаллов. Кристаллы неправильной формы называются кристаллитами или зернами.
Скорость процесса и окончательный размер кристаллов при затвердевании определяются соотношением между скоростью образования центров кристаллизации и скоростью роста кристаллов (рис. 1.13).
При небольших степенях переохлаждения, когда зародыш критического размера велик, а скорость образования зародышей мала, в результате затвердевания образуется крупнокристаллическая структура. Чем больше степень переохлаждения, тем больше центров кристаллизации и тем меньше размер зерна. Чем мельче зерно, тем выше механические свойства сплава.
Рис. 1.13. Изменение скорости образования зародышей VЗ и скорости роста кристаллов VР в зависимости от степени переохлаждения ∆Т
Небольшие степени переохлаждения достигаются при заливке жидкого металла в форму с низкой теплопроводностью (земляную, шамотовую) или в подогретую металлическую форму. Увеличение переохлаждения происходит при заливке жидкого металла в холодные металлические формы, а также при уменьшении толщины стенок отливок. Поскольку при этом скорость образования зародышей увеличивается более интенсивно, чем скорость их роста, получается более мелкий кристалл.
В реальных условиях процессы кристаллизации и характер образующейся структуры в значительной мере зависят от имеющихся центров кристаллизации. Такими центрами являются частицы тугоплавких неметаллических включений, оксидов, интерметаллических соединений, образуемых примесями. При кристаллизации атомы металла откладываются на активированные поверхности примеси как на готовом зародыше. Наличие готовых центров кристаллизации приводит к уменьшению размеров кристалла при затвердевании.
Форма и размеры кристаллов, образующихся в процессе затвердевания металла, зависят от скорости охлаждения, характера и количества примесей и условий отвода теплоты. Кристаллы растут преимущественно в направлении, обратном отводу теплоты. Поэтому при направленном теплоотводе образуются вытянутые (столбчатые) кристаллы. Если теплота от растущего кристалла отводится во всех трех направлениях с приблизительно одинаковой скоростью, формируются равноосные кристаллы.
Типичная структура литого слитка состоит из трех основных зон (рис. 1.14).
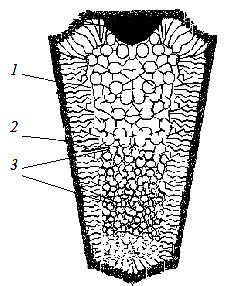
Рис. 1.14. Схема строения стального слитка: 1 – наружная мелкозернистая корка, 2 – зона столбчатых кристаллов, 3 – зона равноосных кристаллов
1 зона – наружная мелкозернистая корка, состоящая из мелких различно ориентированных кристаллов. Для этой зоны характерна большая степень переохлаждения, что ведет к образованию большого количества центров кристаллизации. Отсутствие направленного роста кристаллов этой зоны объясняется их случайной ориентацией, которая является причиной столкновения кристаллов и прекращения их роста. Эта зона очень тонка и не всегда различима невооруженным глазом.
2 зона – зона столбчатых кристаллов. После образования корки уменьшается степень переохлаждения и кристаллы растут в направлении отвода тепла.
3 зона – зона равноосных кристаллов. В центре слитка нет определенной направленности отвода тепла, наблюдается наименьшая степень переохлаждения, кристалл может расти практически с одинаковой скоростью по всем направлениям.
Применяя различные технологические приемы, можно изменить количественные соотношения зон или исключить из структуры слитка какую-либо зону вообще. В верхней части слитка, которая затвердевает в последнюю очередь, концентрируется усадочная раковина. Под усадочной раковиной металл получается рыхлым, в нем содержится много усадочных форм. Часть слитка с усадочной раковиной и рыхлым металлом отрезают.