

2.7 Обоснование выбора источников питания
Таблица 32-Технические характеристики Источника Питания для СА-134М
Наименование |
ВСВУ-160 |
ВСВУ-315 |
ВСВУ-630 |
Номинальное напряжение питающей сети , В Номинальный сварочный ток ,А |
380 160 |
380 315 |
380 630 |
Пределы регулирования тока А: -сварочного -пожарной дуги |
5-180 5-60 |
8-350 8120 |
10-700 10-200 |
Режимы работы ,ПР,% Продолжительности цикла сварки .мин Номинальное напряжение, В
|
60 60 30 |
60 60 30 |
60 60 30 |
Габаритные размеры ,мм Масса ,кг |
520*700*1195 240 |
520*700*1195 360 |
520*700*1195 480 |
Выбрать ВСВУ-315 т.к он подходит к СА-134М по сварочному току
|
|
|
|
2.8 Обоснование выбора сборочно сварочной оснастки и приспособлений
Гидра - стяжка
к ромки
обечаек закрепить в гидравлических
стяжках и приблизить кромки друг к
другу. с помощью гидра- стяжки
ромки
обечаек закрепить в гидравлических
стяжках и приблизить кромки друг к
другу. с помощью гидра- стяжки
Рисунок гидра-стяжка для сборки продольного стыка
Спецприспособление для сборки
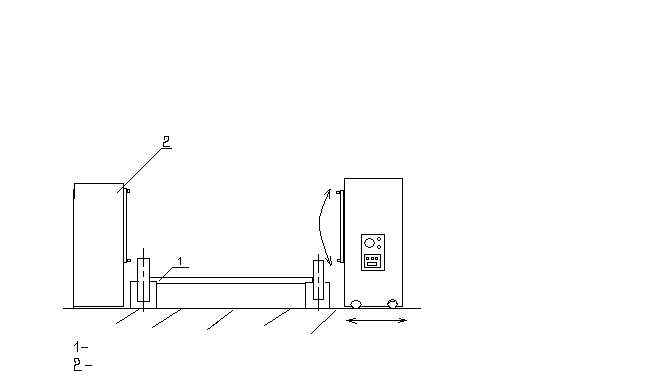
Рисунок Сборочное приспособление с роликаопорами Для сборки данной конструкции применяется роликовый стенд состоящий из 4-х роликов, 2 из которых соединены между собой передающим валом, а также различные упоры и прижимы.
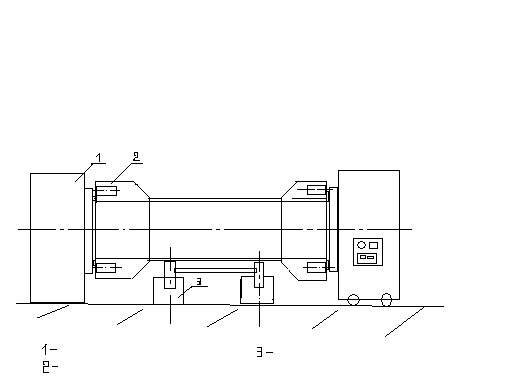
Рисунок 7 Сборка с помощью специального приспособления и роликоопор.
2.9 Меры борьбы со сварочными напряжениями и деформациями
Сварка вызывает возникновение в свариваемых изделиях собственных напряжений, появляющихся вследствие неравномерного распределения температур при сварке конструкции и жесткости свариваемых элементов, препятствующих свободному развитию тепловых деформаций. Возникающие в данной сварной конструкции собственные напряжения являются напряжениями первого рода, т.е. уравновешивающимися в объемах, соизмеримых с целым изделием.
Сварка вызывает также появление остаточных деформаций (изменение формы), которые могут быть и местными, локализующимися на ограниченном участке конструкции, или общими, приводящими к изменению габаритов и формы всего изделия.
Прогиб, возникающий в результате сварки, очень мал и находится в пределах допуска.
2.9.1 Конструктивные мероприятия
1) Конструкция жёсткая (оболочковые конструкции наиболее жёсткие)
2) Правильно был подобран основной и сварочный материал близкие по химическому составу и теплофизическим свойствам
Основной материал – высоколегированная сталь 12Х18Н10Т по
ГОСТ-5632-71
Сварочный материал: для механизированной сварки в среде инертного газа, сварочная проволока Св 04Х19Н11М3
для автоматической сварки под флюсом
сварочная проволока Св-04Х19Н11М3
и флюс марки 48-ОФ-6 ГОСТ 9087 – 81
3) Были выбраны типы сварных швов, т.е. сварные швы выполнены
С подваркой корня шва.
4) Оптимальные сечения сварных швов, обеспечивая необходимую прочность и min возможные деформации при сварке.
5) Минимальное количество пересекающихся швов.
6) Применение приспособлений, обеспечивающих жесткое закрепление деталей при сварке.
7) Выполнение швов большого сечения за несколько проходов.