

5.2 Обоснование предлагаемой планировки участка
Планировкой называется чертеж, изображающий участок в плане, на котором показано размещение сборочно-сварочного, контрольного, транспортного и другого оборудования и оснастки используемого при изготовлении сварной конструкции. Чертеж выполняется в определенном масштабе, который выбирается исходя из площади участка.
При проектировании планировки участка необходимо обеспечить:
наименьшие пути и наименьшие затраты на перемещение предметов труда в процессе производства;
наиболее эффективное использование производственных площадей;
наиболее безопасные условия труда;
размещение оборудования по ходу технологического процесса.
Шаг колонн производственного здания на участке равен 6 м, ширина пролета здания 12 м. Длина пролета, занимаемая участком сборки-сварки установки ПР - 1501, определяется исходя из расположения необходимого для технологического процесса оборудования и оснастки.
При расстановке оборудования на участке необходимо учитывать:
оборудование должно быть размещено не ближе 1.2 метра от стен и колонн цеха;
расстояние между складским местом и оборудованием должно быть не ближе 1 метра;
ширина проходов на участке не менее 1,5 метров;
ширина проезда между двумя линиями рабочих мест, расположенных в одном пролете, в пределах 3 – 4м.
В планировке предусмотрены места для складирования заготовок межоперационных заделов.
Площадь, занимаемая оборудованием в плане, необходимая для расчета производственной площади, указана в технических характеристиках оборудования
Высота пролета определяется габаритами изделий, оборудования и наличием верхнего транспорта.
Она находится по формуле:
Нзд = H1+ Н2 + Н3 + Н4 + Н5, (41)
где
H1 = 4,75м – максимальная высота установленного на участке оборудования;
Н2 = 1м – расстояние между наивысшей точкой указанного оборудования либо стеллажей с изготовленными на них сборочными единицами (изделиями) и наиболее низкой точкой выступающих конструктивных частей перекрытия;
Н3 = 0.75м – расстояние от поверхности головки рельса до наиболее низкой точкой подъемного крюка в его наиболее высоком положении;
Н4 = 1.2м – расстояние между наиболее низкой точкой подъемного крюка и крана и наиболее высокой точкой транспортируемого груза;
Н5 = 0.6 м – высота, учитывающая размещение светильников
Нзд = 4.75+ 1.0 + 0.75 + 1.2 + 0.6 = 8.3 м
Принимается стандартную ближайшая высота пролета – 9.6 м. На участке предусмотрена централизованная система питания электроэнергией и газами постов для сварки. Напряжение питающей сети 380 B.
Аппаратура управления оборудованием располагается на расстоянии не менее 1м от колонн, оборудования и т.п.
К оборудованию предусмотрен подвод сжатого воздуха, местной вытяжной вентиляции.
5.4 Охрана труда, техника безопасности и противопожарные
мероприятия
Результат выполнения конструкторской разработки.
Мостовой кран (см. рисунок) содержит главные балки 1, опирающиеся сверху на концевые балки 2. Центральная часть концевой балки снабжена боковыми участками 3, соединенными с центральными шарнирами 4. Шарнир выполнен как в балансире. Боковые же участки имеют амортизаторы 5, взаимодействующие с упорами 6. Амортизатор размещен в кармане 9. Ходовое колесо 10 расположено в угловом гнезде бокового участка. Амортизатор упирается одним концом в упор, а другим взаимодействует через главные балки и распорку 7 с симметричным амортизатором. Мостовой кран опирается на рельс 11, закрепленный на подкрановой балке 12. На кармане закреплен концевой выключатель 8, включающий при перегрузке звуковой сигнал, табло «перегрузка» и отключающий питание при чрезмерной перегрузке.
Повышение долговечности подкрановых конструкций и мостовых кранов достигнуто установкой амортизаторов на каждой концевой балке. Последняя выполнена из трех участков: центрального и двух боковых, соединенных с центральным шарнирно в вертикальной плоскости, причем каждый боковой участок снабжен упором и амортизатором, при этом каждый из амортизаторов взаимодействует с упором и чнрез главную балку и распорку с симметричным амортизатором.
Мостовой кран работает следующим образом. При проходе через стык рельсов и резком увеличении вертикального воздействия, боковые участки 3 концевой балки поворачиваются вокруг шарниров 4, сжимая амортизаторы 5. При перегрузке крана амортизаторы сжимаются больше нормы и концевые выключатели 8 включают предупредительный сигнал «перегрузка». Экономический эффект достигнут повышением долговечности конструкций крана и подкрановых конструкций.
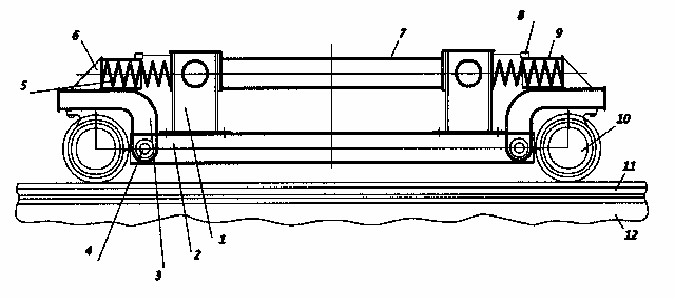
Рисунок 11 Мостовой кран.