

Министерство образования и науки Российской Федерации
Сибирский федеральный университет
История развития литейного дела
Методические указания к лабораторным работам
Красноярск
СФУ
2011
УДК 621.7 (07)
ББК 34.61я73
И907
Составители: Беляев С.В., Безруких А.И., Гильманшина Т.Р.,
Саначева Г.С., Степанова Т.Н.
И907 История развития литейного дела: Методические указания к лабораторным работам для студентов специальности 150104.65 «Литейное производство черных и цветных металлов» [Текст] / сост. С.В. Беляев, А.И. Безруких, Т.Р. Гильманшина, Г.С. Саначева, Т.Н. Степанова. – Красноярск: Сиб. федер. ун-т, 2011. – 50 с.
Предназначено студентов специальности 150104.65 «Литейное производство черных и цветных металлов» студентов специальности 150104.65 «Литейное производство черных и цветных металлов». В методических указаниях изложены теория и указания к проведению лабораторных работ для получения знаний в области истории литейного производства.
УДК 621.7 (07)
ББК 34.61я73
© Сибирский
федеральный
университет, 2011
Введение
Целью дисциплины преподавания дисциплины «История развития литейного дела» в соответствии с Федеральным государственным образовательным стандартом высшего профессионального образования является изучение объекта профессиональной деятельности выпускников, а именно основных исторических тенденций и этапов развития литейного производства, что обеспечивает углубление знаний, умений и навыков для успешной профессиональной деятельности.
Для освоения данной дисциплины необходимы знания дисциплин гуманитарно-социального, математического и естественно-научного циклов основной образовательной программы подготовки бакалавра, основными из которых являются история, теория и история культуры, химия, физика и др. Данная дисциплина является первой среди дисциплин профессионального цикла, с которой начинается изучение студентов будущей профессии. Следует отметить также, что изучение данной дисциплины напрямую связано с эффективностью прохождения ознакомительной практики студентов, при проведении которой проводится закрепление теоретических знаний на производстве.
Методические указания включают семь лабораторных работ, содержат необходимые теоретические сведения и методику их выполнения.
Выполнение лабораторных работ преследует определенные цели: практическое изучение основных способов получения отливок: в разовых песчаных формах и специальными методами литья; определение литейных свойств сплавов; определение основных свойств формовочных и стержневых смесей.
Лабораторная работа 1 Плавка металлов и сплавов и определение их литейных свойств.
Цель работы: изучить литейные свойства алюминиевых сплавов.
Краткие теоретические сведения
Сплавом называют вещество, образованное сплавлением двух или более металлов или металлов с неметаллами (например, железо с углеродом).
В состав сплава входят основа, легирующие или модифицирующие добавки, примеси.
Основой сплава является металл, обычно один, определяющий его служебные свойства и стоимость.
Легирующими называют элементы, которые вводятся в сплав специально для управления его служебными и технологическими свойствами.
Примесями называют элементы, содержание которых незначительно и которые попали в сплав из руды, топлива, атмосферы, шлаков, футеровки. По воздействию на служебные характеристики сплава примеси подразделяются на вредные, т.е. снижающие свойства сплавов (например, сера, фосфор во многих сплавах), и нейтральные, не оказывающие влияния на его свойства.
Отдельную группу составляют модификаторы – вещества, вводимые в малых количествах (до 0,2%) с целью управления главным образом размерами и формой зерна.
В зависимости от метода переработки в заготовки металлические сплавы разделяют на литейные (используемые при изготовлении фасонных отливок) и деформируемые, получаемые вначале в виде слитков, а затем перерабатываемые ковкой, прокаткой, волочением, штамповкой. Различия в методах переработки оказывают существенное влияние на требования к свойствам, а следовательно, и на требования к составам литейных и деформируемых сплавов.
Литейные сплавы классифицируются в зависимости от их состава, свойств, назначения. Сплавы на основе железа называют черными. К ним относят все разновидности чугунов и сталей. Остальные литейные сплавы на основе алюминия, магния, цинка, олова, свинца, меди, титана, молибдена, никеля, кобальта, бериллия и других металлов, в том числе и благородных металлов (серебра, золота, платины), называют цветными.
Смесь компонентов, включающая первичные и вторичные металлы, флюсы и топливо в определенных пропорциях, подлежащая переработке в металлургических агрегатах называется шихтой.
Типичные требования к качеству шихты определяются обеспечением стабильности и воспроизводимости результатов процесса, в котором она используется: постоянством химического состава; однородностью по химическому, минералогическому и гранулометрическому составу; оптимальной крупностью компонентов шихты; оптимальной влажностью и т.д.
Первичные металлы получают из рудных материалов на металлургических заводах. В литейные цеха, как правило, они поступают в виде чушек) или дробленых кусков.
К вторичным металлам относятся отходы собственного производства (например, бракованные отливки), лом, стружка и т.д.
Для плавки литейных сплавов применяют твердые (например, кокс литейный каменноугольный); жидкое (например, мазут) и газообразное (например, природный газ) топливо.
Флюсы используют для очистки расплава от вредных примесей.
Для приготовления расплавов используются металлургические печи, конструкция и технические характеристики которых будут зависеть от типа сплава и количества выплавляемого металла. Металл в этой печи плавиться в тиглях.
Свойства, определяющие поведение сплава в литейном процессе называют литейными. К числу важнейших литейных свойств относятся жидкотекучесть, усадка сплавов, склонность к газонасыщению и другие.
Жидкотекучесть. Под жидкотекучестью понимают способность сплава заполнять полость формы, воспроизводить полностью ее очертания.
Жидкотекучесть зависит от большого количества факторов, которые можно объединить в три основные группы:
– факторы, связанные со свойствами сплава (вязкость, поверхностное натяжение, теплота и интервал кристаллизации, теплопроводность, теплоемкость и др.);
– факторы, связанные со свойствами заполняемой формы (шероховатость стенок формы, теплопроводность, газопроницаемость и т.д.);
– факторы, зависящие от условий заполнения формы (металлостатический напор, избыточное внешнее давление на расплав, перегрев расплава, температура литейное формы, конструкция литниковой системы и т.д.).
Жидкотекучесть определяют экспериментально по специальным технологическим пробам, которые можно разделить на три группы: пробы постоянного сечения (спиральная, прутковая, лабиринтная, U-образная и другие); пробы переменного сечения (клиновая, шариковая); комбинированные.
Пробы постоянного сечения. Мерой жидкотекучести в пробах постоянного сечения является длина полученного прутка для выбранных условий заливки и охлаждения сплава. Наиболее широко распространены спиральная, комплексная (рис. 1.1) и прутковая пробы (рис. 1.2).
Спиральная проба (рис. 1.1, а) состоит из чаши 1, фильтра 2, стояка 3, металлоприемника 4 и спирального канала 5 трапецеидального сечения с небольшими выступами 6. О величине жидкотекучести судят по пути, пройденному металлом до затвердевания, т.е. длине прутка. Небольшие выступы 6, нанесенные через 50 мм, облегчают измерение спирали.
U-образная проба (рис. 1.1, б, проба Ю.А. Незензи, А.М. Самарина, С.К. Кантеника) имеет вертикальное расположение канала постоянного сечения. Высота подъема металла в канале пробы является количественной характеристикой жидкотекучести. Эта проба позволяет одновременно оценивать усадку сплава и склонность к образованию трещин.
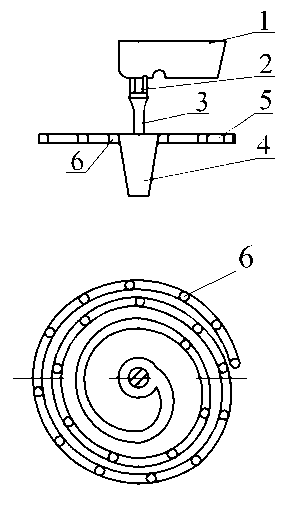
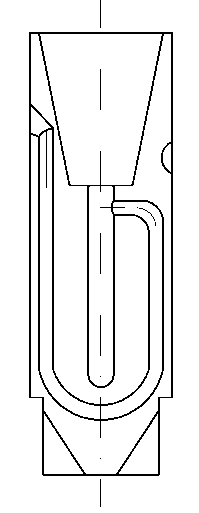
Рисунок 1.1 - Пробы постоянного сечения: а – спиральная проба;
б – U-образная проба


Р исунок
1.2 - Прутковая проба
исунок
1.2 - Прутковая проба
|
|
а |
б |
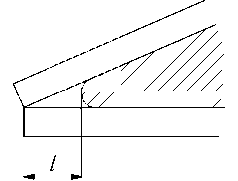
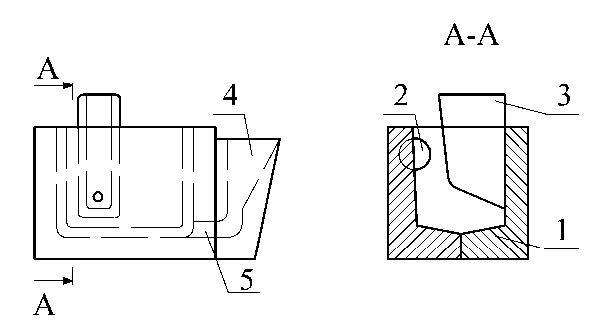
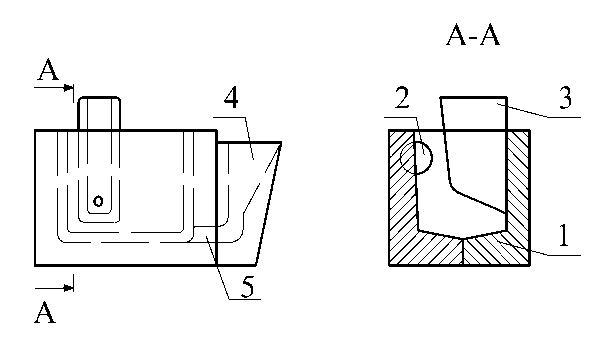
Рисунок 1.3 - Пробы переменного сечения: а – клиновая проба; б – шариковая проба
Прутковая проба (рис. 1.2) имеет обычно цилиндрический канал диаметром 5 мм, выполненный в песчано-глинистой форме. Металл поступает в канал из буферного резервуара, заполняемого из литниковой воронки. Заполнение воронки и вхождение металла в канал значительно зависят от условий заливки. Проба должна устанавливаться точно по уровню. Воспроизводимость определения жидкотекучести в этой пробе низкая (отклонения до 15 %).
Пробы переменного сечения. Наибольшее распространение получили клиновая и шариковая пробы (рис. 1.3).
В клиновой пробе (рис. 1.3, а) полость формы переменного сечения в виде клина заполняется жидким металлом, который проникает в зависимости от жидкотекучести сплава на определенное расстояние. Показателем жидкотекучести является зазор, образующийся между вершиной конуса формы и вершиной затвердевшего металла: чем меньше это расстояние, тем жидкотекучесть больше. Металлическая шариковая проба (рис. 1.3, б), разработанная А.Г. Спасским, имеет вертикальный разъем вставки 3, соприкасающейся с шариком 2 диаметром 20 мм, вмонтированным в одну из половинок металлической формы. Металл подводится в нижнюю часть формы через воронку 4 и литниковый канал 5. Он подтекает в пространство между планкой 3 и шариком 2, но не заполняет всего пространства, оставляя отверстие. Жидкотекучесть характеризуется площадью отверстия или его диаметром, чем меньше эти величины, тем больше жидкотекучесть.
Усадка. Усадкой называется уменьшение объема и линейных размеров отливки в период между заполнением формы расплавом и охлаждением отливки до температуры окружающей среды. Следует различать три периода усадки: период в жидком состоянии до наступления температуры кристаллизации; при затвердевании в процессе кристаллизации (в интервале температур ликвидус–солидус); в твердом состоянии.
Различают линейную
![]() и
объемную усадку
и
объемную усадку![]() ,
которые вычисляют по формулам:
,
которые вычисляют по формулам:
![]() (1.1)
(1.1)
![]() (1.2)
(1.2)
где
![]() – линейный размер полости формы,
залосненный жидким металлом;
– линейный размер полости формы,
залосненный жидким металлом;
![]() – соответствующий линейный размер
отливки;
– соответствующий линейный размер
отливки;
![]() – объем полости формы;
– объем полости формы;
![]() – объем отливки после ее полного
охлаждения.
– объем отливки после ее полного
охлаждения.
По мере подачи тепла в окружающую среду температура затвердевшей корки, или скелета кристаллов, понижается, в результате чего происходит сокращение линейных размеров отливки. Некоторые металлы и сплавы кристаллизуются с увеличением объема и линейных размеров отливки (у серого чугуна имеет место фазовое превращение – графитизация). Такое увеличение размеров называют предусадочным расширением.
Величина линейной усадки или расширения определяется изменением температуры, коэффициентом линейного расширения и коэффициентом термического сжатия.
Для сплавов, кристаллизующихся в интервале температур, начало линейной усадки соответствует образованию 75–95 % твердой фазы.
Различают линейную (свободную) и литейную (затрудненную) усадку.
Линейной (свободной) усадкой принято называть сокращение линейных размеров, определяемое только свойствами сплава, протекающее без торможения со стороны формы.
Литейной усадкой называют разницу между линейными размерами модели lм и отливки lо:
![]() (1.3)
(1.3)
Литейная (затрудненная) усадка отличается от линейной (свободной), так как она зависит не только от свойств и состояния металла или сплава, но и от конструкции отливки, конструкции формы (выступающие части формы, стержня, элементы литниковой системы и др.).
Литейную и линейную усадку отливок определяют на образцах модели, которые представлены на рис. 1.4.
|
|
а |
б |
Рисунок 1.4 - Модели для определения свободной (а) и затрудненной (б) усадки
По этим моделям в парных опоках изготовляются формы. Концы образца для определения затрудненной усадки (рис. 1.4, б) имеют Т-образную форму за счет поперечных полок. Эти полки пепятствуют усадке образца в продольном направлении. На модели каждого образца предусмотрены отверстия, которые служат для замера размеров lф и lо, необходимых для расчета линейной усадки.
Оборудование, инструменты и материалы
Прутковая проба для определения жидкотекучести, модели для определения свободной и затрудненной усадки; опоки; песчано-глинистая смесь; вода; смеситель литейный чашечный модели 02113; сито для просеивания песчано-глинистой смеси с ячейкой 3-4 мм; тальк; разделительный сухой песок; формовочный инструмент по ГОСТ 11775-11801 (трамбовка, гладилка, ланцет, груша, крючок, игла), клещи; чушковый силумин; печь высокочастотная индукционная ЛПЗ-67; хромель-алюмелевая термопара, подключенная к потенциометру КСП-4 (КСП-3); разливочный инструмент, меловая краска; халат; брезентовые рукавицы.
Порядок выполнения работы (работа рассчитана на 4 ч)
1. Получить у преподавателя прутковую модель для определения жидкотекучести, модели для определения свободной и затрудненной усадки, опоки, формовочный инструмент.
2. Подготовить рабочее место.
3. Изготовить формы.
4. Залить формы расплавом при температуре 720–750 ºС.
5. Охладить формы.
6. Отливки выбить из формы, очистить их поверхность от смеси.
7. Произвести осмотр полученных отливок, определить величину жидкотекучести, свободной и затрудненной усадки, сделать соответствующие выводы.
Требования к отчету
Отчет должен содержать цель работы, краткие сведения о литейных свойствах сплавов и методах их определения, краткое описание хода работы с указанием типа смеси и режимами ее приготовления, температуры и типа заливаемого сплава, эскизы полученных отливок, результаты расчетов жидкотекучести и усадки.
Контрольные вопросы
Что такое жидкотекучесть сплавов?
Какие технологические пробы используют для определения жидкотекучести?
Какие свойства сплавов и литейной формы влияют на жидкотекучесть?
Что такое усадка сплавов?
В чем заключается различие свободной и затрудненной усадки?