27.Приведите характеристику технологиям изготовления оптико-механических-электронных приборов. Поясните на примерах.
См вопрос 29: технологический процесс изготовления опт. детали.
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЛИНЗЫ СРЕДНЕЙ ТОЧНОСТИ
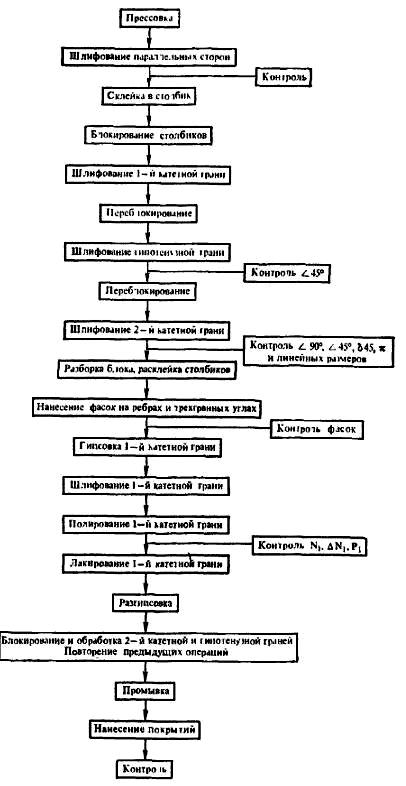
СХЕМА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ПРИЗМЫ
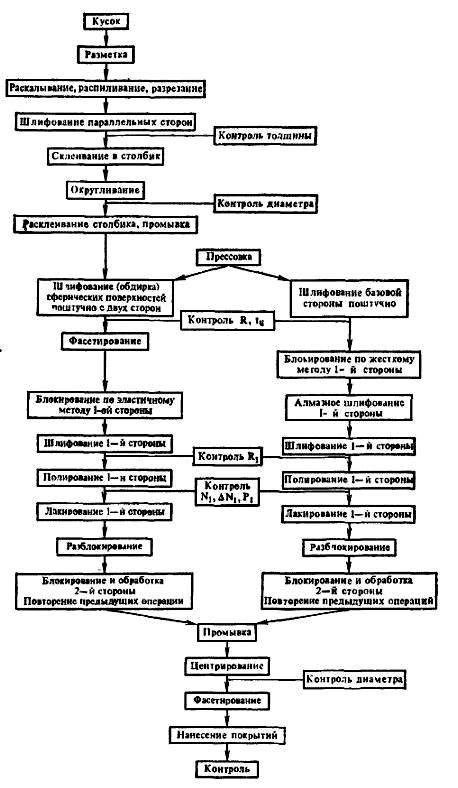
С ХЕМА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
КРУГЛОЙ ПЛАСТИНЫ
ХЕМА
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
КРУГЛОЙ ПЛАСТИНЫ
28.Перечислите материалы для изготовления оптических элементов квт и основные требования к ним.
1) Оптическое неорганическое стекло (ГОСТ 3514-76) в заготовках размером не более 500 мм. Типы: ЛК – легкий крон, ФК – фосфатный крон, ТФК – тяжелый фосфатный крон, К – крон, БК – баритовый крон, ТК – тяжелый крон, СТК – сверхтяжелый крон, ОК – особый (с особым ходом дисперсии) крон, КФ – крон-флинт, БФ – баритовый флинт, ТБФ – тяжелый баритовый флинт, ЛФ – легкий флинт, Ф – флинт, ТФ – тяжелый флинт, ОФ – особый флинт.
ФЛИНТЫ – низкий (меньше 0,5) коэффициент средней дисперсии и сравнительно высокий показатель преломления. Это связано с тем, что в их состав также входят калий и свинец. БФ, ОФ, КФ могут содержать окись цинка и сурьмы., а ТБФ – окислы редкоземельных элементов. Показатель преломления может превосходить 1,9.
КРОНЫ могут содержать оксиды натрия, калия, бора, алюминия, бария, кальция. В состав ЛК включается фтористый натрий. БК могут содержать окись цинка и сурьмы. Коэффициент преломления 1,75, высокий коэффициент средней дисперсии.
К лассификация оптических стекол (диаграмма Аббе): зависимость между показателем преломления и коэффициентом средней дисперсии).Более подробно – см вопрос 25.ОСНОВНЫЕ ТРЕБОВАНИЯ:
Конструкция приборов должна удовлетворять техническому заданию на ее разработку, отвечать требованиям контролепригодности, метрологического обеспечения, эргономики, технической эстетики и безопасности труда.
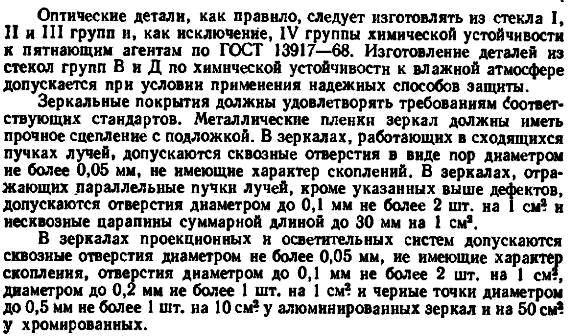
ТРЕБОВАНИЯ К ОПТИЧЕСКИМ
ДЕТАЛЯМ,
НАХОДЯЩИХСЯ В
ОПТИЧЕСКИХ СИСТЕМАХ:
29.Перечислите основные технологические операции при изготовлении оптических компонентов и блоков. Поясните суть каждой операции.
1) ЗАГОТОВИТЕЛЬНАЯ.
Если заготовками для линз являются куски стекла, то они проходят на заготовительном участке ряд операций для приближения с учетом припуска по размерам и формам к заданной детали. К таким операциям относят разметку, распиливание, шлифование и промывку. Если линзы изготовляют из прессовок, то эти операции не выполняют.
Заготовки линз обрабатывают поштучно или блоками.
*БЛОКИРОВАНИЕ ЛИНЗ – вспомогательная операция, которая заключается в соединении группы одинаковых линз на одном приспособлении для дальнейшей их совместной обработки. Применяют для повышения производительности труда и повышения точности обработки каждой линзы.
2) ШЛИФОВАНИЕ. ПОДГОТОВКА ИНСТРУМЕНТА. Заключается в доводке радиуса кривизны расшлифовыванием рабочих поверхностей грибов и чашек для каждого технологического перехода. Расшлифовку проводят под пробное стекло или под сферометр.
Одиночные линзы и блоки шлифуют на станках типа ШП в несколько переходов в зависимости от размера деталей и блоков. Мелкое шлифование, как правило, проводят в два перехода – абразивами М20 и М10. Для одиночных деталей и блоков, близких к полусфере – в три перехода М28, М14, М7. Шлифование ведут до полного исчезновения следов предыдущей обработки с поверхности линз. Режим работы станка выбирают в зависимости от диаметра блока, зернистости абразива, метода подачи суспензии и др.
3) ПОЛИРОВАНИЕ проводится на шлифовально-полировальных станках методом пробных проходов. Полирование проводят таким образом, чтобы обеспечить все требования, предъявляемые к оптической детали.

4) ЦЕНТРИРОВАНИЕ
4) ФАСЕТИРОВАНИЕ – нанесение фасок в местах пересечения сферических и цилиндрических поверхностей линзы.
1 – линза
2 – фасетировочная чашка
5 )
СОЕДИНЕНИЕ ОПТИЧЕСКИХ КОМПОНЕНТОВ:
склеивание, оптический контакт, спекание
и др.
)
СОЕДИНЕНИЕ ОПТИЧЕСКИХ КОМПОНЕНТОВ:
склеивание, оптический контакт, спекание
и др.
Общие требования: сохранение оптических свойств соединяемых деталей, минимальные деформации поверхностей после соединения, обеспечение необходимой механической прочности, термо- и влагостойкости, химической обработки. Немаловажна также обратимость операции.
*СКЛЕИВАНИЕ
Необходимо учитывать, что затвердевание клея, сопровождающееся усадкой, не вызывает деформации или искажения склеиваемых деталей, если затвердение протекает при постоянной или медленно изменяющейся температуре.
При склеивании линз совмещают их оптические оси до значенгий, заданных чертежом, а также обеспечивают заданную толщину блока линз.
В большинстве случаев склеивают отрицательную 1 и положительную 2 стороны линзы.Склеиваемые детали чистят, удаляют пыль. Детали нагревают в электроплите или термостате (более крупные) до 70-130 в зависимости от марки бальзама. Одновременно нагревают бальзам в пробирке, которую помешают вместе с капельницей в глицериновую ванну, нагретую до 120. На нижную линзу наносят каплю бальзама. Накладывают верхнюю линзу и деревянной рукояткой с пробковым наконечником, надавливая и перемещая ее, удаляют пузырьки воздуха, выравнивают слой, выдавливая избыток клея.
Ц ентрирование
склеенных линз выполняют в технологичной
оправке на прибое перемещением верхней
линзы до совпадения изображений рисунка
сеток в поле зрения прибора в пределах
допуска на децентричность линз. Затем
линзы остывают, удаляют излишки клея.
ентрирование
склеенных линз выполняют в технологичной
оправке на прибое перемещением верхней
линзы до совпадения изображений рисунка
сеток в поле зрения прибора в пределах
допуска на децентричность линз. Затем
линзы остывают, удаляют излишки клея.
*ОПТИЧЕСКИЙ КОНТАКТ – сближение чистых полированных поверхностей на расстояния радиусов действия молекулярных сил. Глубокий оптический контакт – оптический контакт, закрепленный термической обработкой. Это неразъемное соединение, прочность которого близка к прочности самих оптический деталей. Метод рекомендуется для соединения деталей, работающих в областях спектра, где склеивание приводит к значительным световым потерям в условиях резких перепадов темпеаратур, в вакууме и агрессивных химических средах.
Прочность такого соединения зависит от марок контактирующих стекол, погрешности изготовления поверхностей и их чистоты.
На исполнительной оптической поверхности создается пленка кремнезема толщиной 80-150 нм. Пленка в зависимости от материала соединяемых деталей образуется или травлением в азотной кислоте с последующей промывкой, или нанесением раствора эфира ортокремниевой кислоты. Осажденную пленку сушат при 100 с последующей выдержкой при комнатной температура в течение двух суток. Посадка на глубокий оптический контакт не отличается от описанной выше. Операцию термической обработки выполняют при 250 в течение 8 часов с последующим охлаждением блока вместе с печью. Режим термической обработки зависит от марок стекол и размеров деталей.
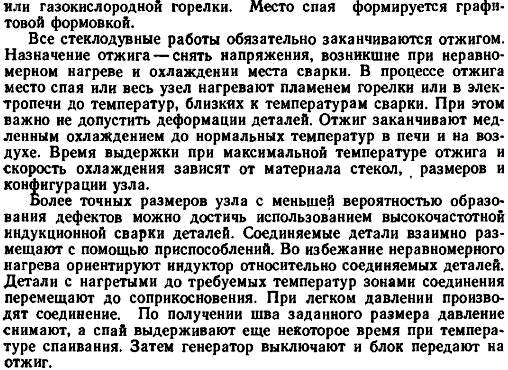
*СПЕКАНИЕ И СВАРКА
1) Спекание: соединяемые поверхности должны быть подготовлены механической обработкой, промывкой и тщательной чисткой После этого их покрывают тонким слоем специальной пасты, зажимают в приспособлении, обеспечивающем заданную конфигурацию и размеры соединения, и подвергают спеканию при выоской темпеартуре. Паста из порошка легкоплавких стекол на основе глицерина в процессе спекания расплавляется и после медленного охлаждения деталей вместе с зажимным приспособлением образует прочное соединение.